

A processing method for a thin-wall separated solid cage
A technology of a solid cage and a processing method, which is applied in the field of thin-walled separation type solid cage processing, can solve the problems of low machining precision of the rivet hole of the cage, difficulty in ensuring product processing quality, and difficulty in machining the cage, etc. Consistency of accuracy and size, improvement of machining accuracy, and reduction of turning stress and deformation
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
specific Embodiment approach 1
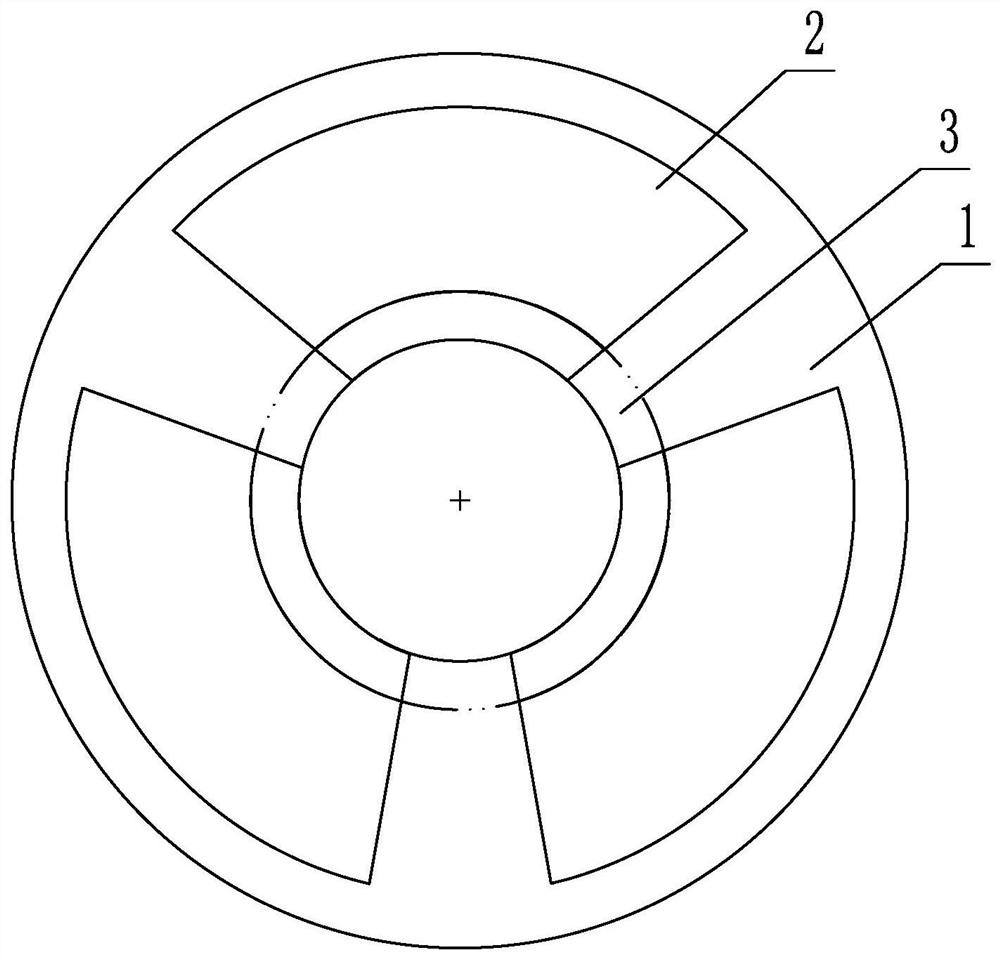
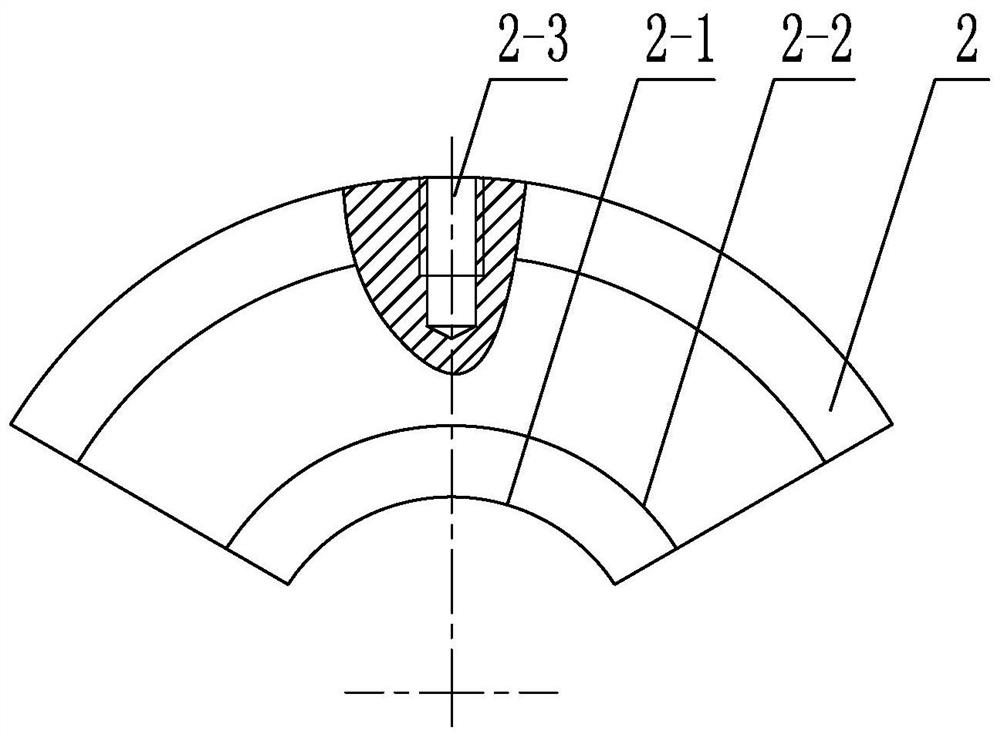
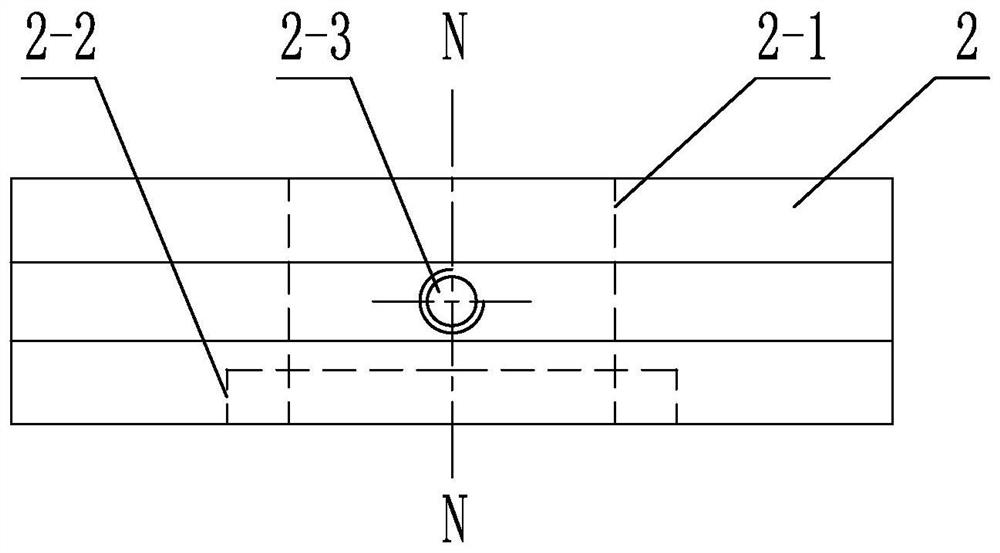
[0065] Embodiment 1: Combining Figure 1 to Figure 3 Describe this embodiment, a method for processing a thin-walled separable solid cage in this embodiment, and the method for processing a thin-walled separable solid cage is realized by the following steps:
[0066] Step 1: Finely turn the first plane, the second plane, the outer diameter of rough grinding, and the inner diameter of finer:
[0067] Install the formed cage on the lathe, machine the first plane and the second plane of the cage by fine turning, install the cage after the two planes of the fine turning on the grinding machine, rough grind the outer diameter of the cage, and then Install the cage after rough grinding the outer diameter on the lathe, machine the inner diameter of the cage by fine turning, leave 0.2 to 0.3 mm for the outer diameter of the rough grinding, and 0.3 to 0.4 mm for the inner diameter of the fine turning. mm;
[0068] Step 2. Solid solution strengthening:
[0069] The cage after the inn...
specific Embodiment approach 2
[0091] In this embodiment, when the outer diameter is finally ground, the dispersion of the outer diameter is controlled within 0 to +0.02 mm, the ovality of the outer diameter is VDcp of 0.006 to 0.01 mm, and the outer diameter is the guide surface of the cage, which is also an important part of the cage. , the required machining accuracy is relatively high, so the machining accuracy must be guaranteed during processing. Embodiment 2: The machining tolerance of the rivet hole described in step 6 of this embodiment is compressed to 0-+0.05mm. In this way, the finished drawing requires the machining tolerance of the rivet hole to be ±0.05mm. In order to achieve the universal assembly of the rivet hole machining, the machining tolerance of the rivet hole is compressed to +0.05mm, and the carbide drill bit is selected, which has high hardness and durability. Wear and tear, the diameter of the processed rivet hole is stable, so that the two and a half cages can be riveted at will,...
specific Embodiment approach 3
[0092] Embodiment 3: The minimum processing size of the rivet hole described in step 6 of this embodiment is Φ0.8mm. Other compositions and connection relationships are the same as in the first or second embodiment.
PUM
| Property | Measurement | Unit |
|---|---|---|
| hardness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More