

Mechanical finishing non-allowance process for removing tool marks of molded surface of blade body
An airfoil profile and finishing technology, which is applied to surface polishing machine tools, machine tools suitable for grinding workpiece edges, manufacturing tools, etc. Uncontrollable quantity and other problems, to achieve the effect of improving processing quality, avoiding positional deviation, and uniform distribution
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0024] This embodiment provides a no-residue mechanical finishing process for removing knife marks on the blade body profile, which is characterized in that: the mechanical finish no-residue process for removing tool marks on the blade body profile, in order to realize the The amount of contour removal is controllable, the radius R of the front and rear edges maintains the roundness state after CNC milling, and the finishing process, equipment, fixtures and processing parameters are optimized to achieve the finishing target;
[0025] Finishing process:
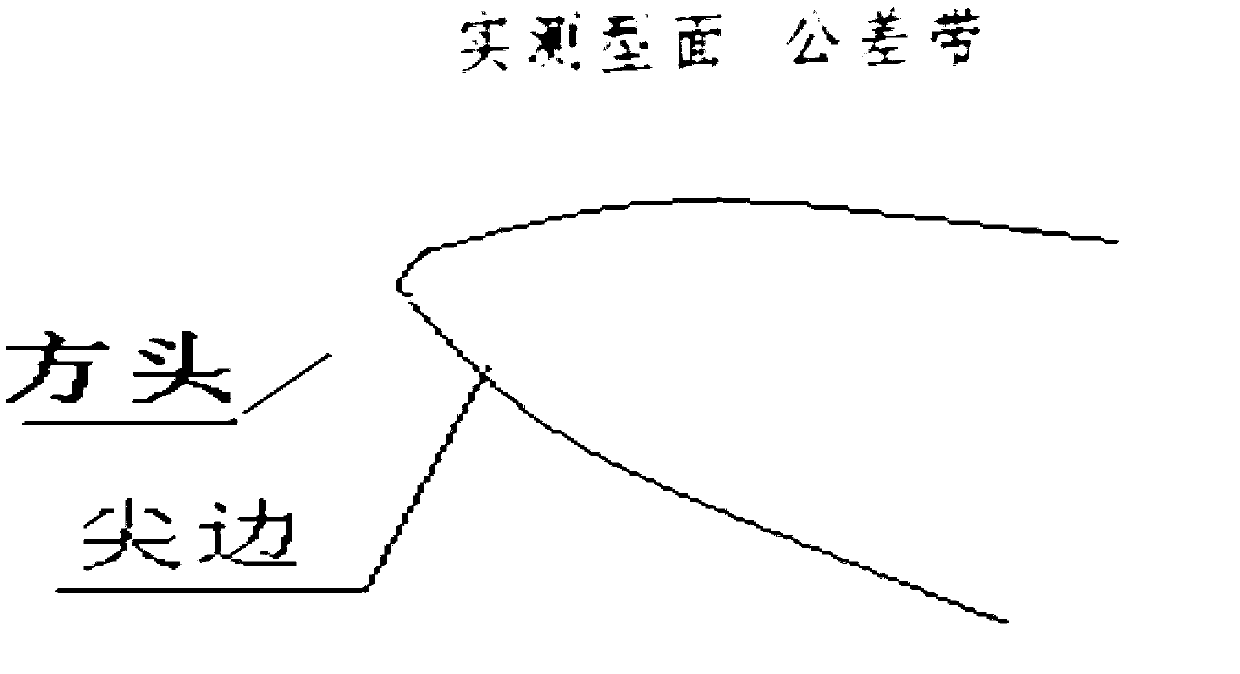
[0026] In order to solve the problem of edge trimming caused by different removal speeds at the radius R of the airfoil profile and the leading and trailing edges during skin finishing, the airfoil profile is divided into rough and fine finishing processes, which are used to remove the profile and the leading and trailing edges respectively. The tool mark at the radius R, and meet the roughness requirements;
[0027] Equipmen...
Embodiment 2
[0034] This embodiment provides a no-residue mechanical finishing process for removing knife marks on the blade body profile, which is characterized in that: the mechanical finish no-residue process for removing tool marks on the blade body profile, in order to realize the The amount of contour removal is controllable, the radius R of the front and rear edges maintains the roundness state after CNC milling, and the finishing process, equipment, fixtures and processing parameters are optimized to achieve the finishing target;
[0035] Finishing process:
[0036] In order to solve the problem of edge trimming caused by different removal speeds at the radius R of the airfoil profile and the leading and trailing edges during skin finishing, the airfoil profile is divided into rough and fine finishing processes, which are used to remove the profile and the leading and trailing edges respectively. The tool mark at the radius R, and meet the roughness requirements;
[0037] Equipmen...
Embodiment 3
[0044] This embodiment provides a no-residue mechanical finishing process for removing knife marks on the blade body profile, which is characterized in that: the mechanical finish no-residue process for removing tool marks on the blade body profile, in order to realize the The amount of contour removal is controllable, the radius R of the front and rear edges maintains the roundness state after CNC milling, and the finishing process, equipment, fixtures and processing parameters are optimized to achieve the finishing target;
[0045] Finishing process:
[0046] In order to solve the problem of edge trimming caused by different removal speeds at the radius R of the airfoil profile and the leading and trailing edges during skin finishing, the airfoil profile is divided into rough and fine finishing processes, which are used to remove the profile and the leading and trailing edges respectively. The tool mark at the radius R, and meet the roughness requirements;
[0047] Equipmen...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More