

Pressure-torsion forming method of high-strength aluminium-alloy disc-shaped workpiece
A forming method and technology of aluminum alloy, applied in forming tools, metal processing equipment, manufacturing tools, etc., can solve the problems of poor circumferential mechanical properties of aluminum alloy materials, etc., and achieve the effect of simple structure, good mechanical properties and convenient operation
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
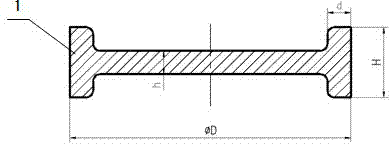
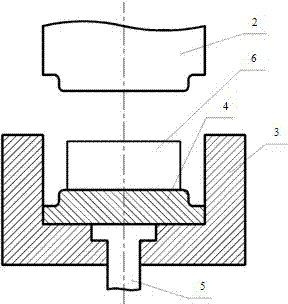
[0033] Such as figure 1 , 2 As shown, for No. Ⅰ disc-shaped workpiece 1, its alloy grade is 7075 aluminum alloy, the outer diameter of the workpiece is D=100-200mm, the height H=10-50mm, d=5-30mm, h=8-20mm, according to the workpiece According to the shape and characteristics of the 7075 aluminum alloy material, the process characteristics of the 7075 aluminum alloy material and the final part The size of the specification, the extrusion rod of φ75mm is used as the No. 1 blank 6, and the height of the blank is 30-100mm. Both the mold and the blank are heated to 360-480°C and kept warm for 1 hour, and then molded and twisted on a press-torsion molding machine. The molding pressure is 500-5,000 tons, the torsional torque is 10,000-200,000 N m, and the torsional speed is 1 per minute. ~5 rotations, when the pressure is twisted until the disc-shaped workpiece reaches the limit size, then twist 2 to 5 turns, finally release the pressure and eject the workpiece from the mold, afte...
Embodiment 2
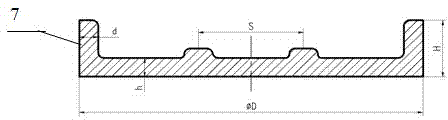
[0037] Such as image 3 , 4 As shown, for No. Ⅱ disc-shaped workpiece 7, its alloy grade is 7A04 aluminum alloy, the outer diameter of the workpiece D=120-300mm, the height H=10-50mm, d=5-30mm, h=8-20mm, s= 50 ~ 100mm, according to the shape and characteristics of the workpiece, design and process No. Ⅱ upper mold 8, No. Ⅱ lower mold mold cover 9, No. Ⅱ lower mold core 10 and No. Ⅱ ejector core rod 11, according to 7A04 aluminum alloy material The technological characteristics of the process and the specifications of the final piece, the ingot of φ80mm is used as the No. Ⅱ blank 12, and the height of the blank is 20-80mm. Both the mold and the blank are heated to 360-480°C and kept warm for 1 hour, and then molded and twisted on a press-torsion molding machine. The molding pressure is 500-5,000 tons, the torsional torque is 10,000-200,000 N m, and the torsional speed is 1 per minute. ~5 rotations, when the pressure is twisted to the limit size of the disc-shaped workpiece, t...
PUM
| Property | Measurement | Unit |
|---|---|---|
| tensile strength | aaaaa | aaaaa |
| tensile strength | aaaaa | aaaaa |
| particle size | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More