Machine for automatic assembly and detection of automotive connector and implementation method of machine
An automotive connector and automatic assembly technology, applied in assembly machines, metal processing equipment, manufacturing tools, etc., can solve the problems of wasting human resources, inaccurate assembly accuracy, and low production efficiency, reducing labor intensity and improving production efficiency. , the effect of saving labor costs
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment
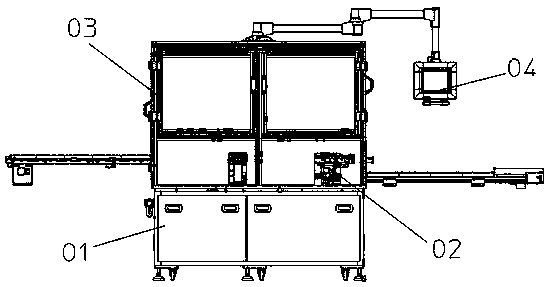
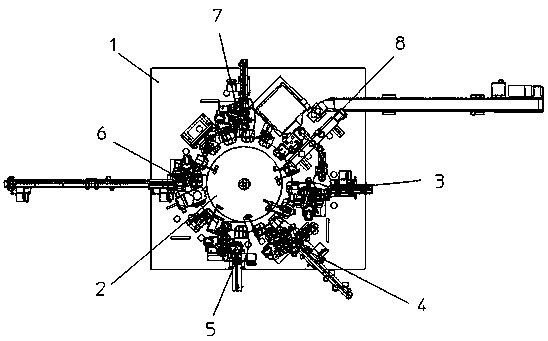
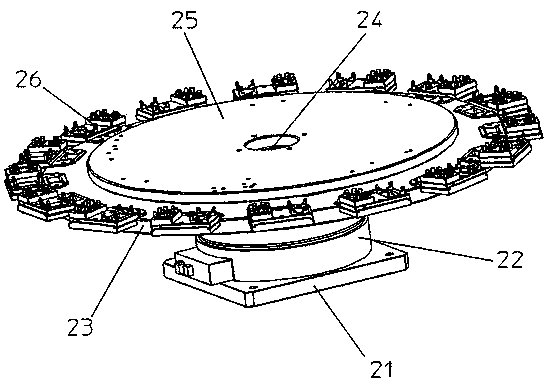
[0050] Such as Figure 1 to Figure 13 As shown, the machine for automatic assembly and testing of automotive connectors includes a cabinet 01 with built-in electrical control components, a molding part 02 connected to the cabinet for product assembly and molding, and installed on the cabinet to protect the protection of the molding part. The cover 03, and the controller 04 used to control the action of the forming part; wherein, the controller can be realized by using the existing general PLC control method, which will not be repeated in this embodiment. The forming part includes a bottom plate 1 connected to the cabinet, a rotary station 2 set on the bottom plate for product rotation cycle assembly, and sealing blocks that are installed on the bottom plate and evenly distributed along the clockwise rotation of the outer circumference of the rotary station Loading inspection station 3, small plastic shell assembly inspection station 4, sealing ring assembly inspection station ...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More 
PatSnap Eureka turns technology decisions into work you can execute. Powered by our Innovation Knowledge Graph, it runs expert workflows across engineering, life sciences, materials and intellectual property. Get your review-ready output in minutes.



