Automatic transporting and packing system
A technology of automatic transportation and driven shaft, applied in transportation and packaging, conveyors, conveyor objects, etc., can solve the problems of waste of human and land resources, low labor efficiency, occupation of land resources, etc., to achieve less space occupation and production. Powerful, easy-to-use effects
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
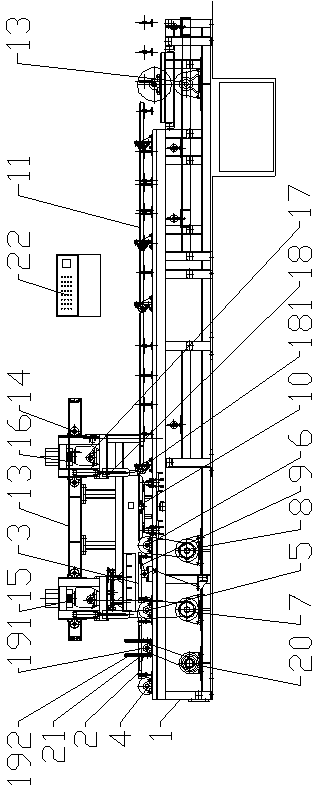
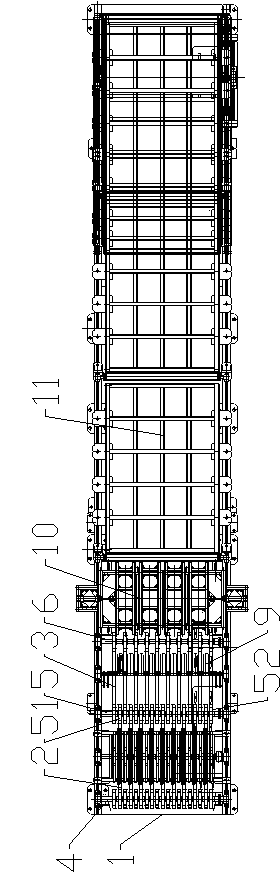
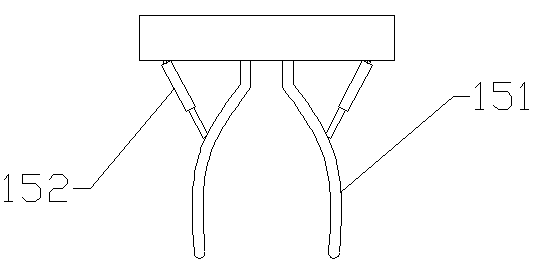
[0021] Accompanying drawing is the specific embodiment of the present invention. like Figure 1 to Figure 6 As shown, this kind of automatic transportation and coding system includes a frame 1, and several first synchronous belts 2 are arranged at the head end of the frame 1 along the length direction of the frame 1, and the head end and the end of the first synchronous belt 2 are respectively Winding on the first driven shaft 4 and several driving wheels 51, these several driving wheels 51 are fixed on the driving shaft 5 and are at certain intervals, as Image 6 As shown, a driven wheel 52 is provided between adjacent two driving wheels 51, and the driven wheel 52 can rotate on the driving shaft 5 through a bearing. The front of the driving shaft 5 is provided with a second driven shaft 6, and the second synchronous belt The head end and the end of 3 are respectively wound on the above-mentioned several driven wheels 52 and the second driven shaft 6, the driving shaft 5 is ...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More