A two-stage reaction process for hydrogen aromatization of C4 liquefied petroleum gas
A technology of liquefied gas and aromatization, which is applied in hydrotreating process, petroleum industry, production of liquid hydrocarbon mixture, etc., can solve the problems of low positive-to-isolation ratio, lack of attractiveness, low ethylene propylene yield, etc., to ensure quality , increase flexibility, optimize the effect of gasoline quality
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
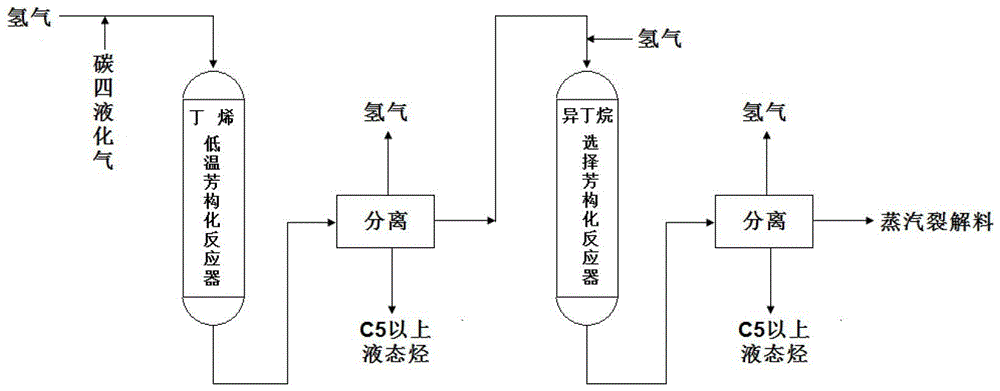
[0033] Using the C4 liquefied gas produced by the catalytic cracking unit as the raw material, its composition is: isobutane: 26.24%, n-butane: 11.53%, n-isobutene: 29.54%, trans-butene-2: 18.60%, cis- Butene-2: 13.86%, carbon five (C 5 ): 0.23%. The positive-to-isotropic ratio of C4-alkanes in this feedstock is about 0.44. Load the aromatization catalyst SIHZSM-5(A)-12 prepared according to Example 10 of CN1586721A in the upstream butene low-temperature aromatization reactor, named DS-1, and select a temperature of 380°C and a reaction pressure of 3.0MPa , feed space velocity 2.0h -1 , the reaction condition of hydrogen oil ratio 500 (v / v). The output of the reactor is analyzed for mass balance, and the liquefied gas fractions (isobutane, n-butane and a small amount of unconverted butene, propane and a small amount of propylene produced by the reaction) are sent to the downstream isobutane selection Aromatization reactor, the aromatization catalyst SIHZSM-5(A)-07 prepared...
Embodiment 2
[0036] Repeat Example 1, but change the operating conditions of the upstream butene low-temperature aromatization reactor to a reaction temperature of 360°C, a reaction pressure of 2.0MPa, and a feed space velocity of 1.0h -1 , Hydrogen oil ratio 50 (v / v). Then the dry gas yield (methane, ethane, ethylene) of the upstream reactor is 1.2%, the liquefied gas yield is 58.2%, and C 5 The above liquid hydrocarbon yield is 40.6%. Among them, C 5 The content of aromatics in the above liquid hydrocarbons is 35.4%, the content of benzene is 0.7%, the content of olefins is 9.2%, and the rest are alkanes and naphthenes; the composition of isobutane-rich liquefied gas is propane 18.3%, isobutane 62.8%, n-butane 21.7%, total butene 5.19%, and the isotropic ratio of carbon tetraalkanes is about 0.35. The above-mentioned isobutane-rich liquefied gas is sent as a raw material to the downstream isobutane selective aromatization reactor. The operating conditions are: reaction temperature 460...
Embodiment 3
[0038] Repeat Example 1, but change the operating temperature of downstream isobutane selective aromatization reactor to 480°C, reaction pressure 1.0MPa, feed space velocity 4.0h -1 , Hydrogen oil ratio 200 (v / v). Then the product distribution of the isobutane-rich liquefied gas in the upstream reactor reacted in the downstream reactor is: dry gas 6.1%, propane 31.0%, propylene 0.1%, isobutane 15.9%, n-butane 21.5%, total butane ene 0.2%, C 5 The above liquid hydrocarbon yield is 25.2%. Among them, C 5 The content of aromatics in the above liquid hydrocarbons is 92.6%, and the positive-to-isotropic ratio of C4-alkanes in the isobutane-depleted liquefied gas rises to about 1.35. It can be seen that the operating temperature of the downstream reactor is an effective means to adjust the positive and negative ratio of C4 alkanes.
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More