

Lubricating method for rolling of stainless steel products on tandem cold rolling mill
A cold rolling mill, stainless steel technology, applied in the direction of metal rolling, metal rolling, manufacturing tools, etc., can solve problems such as high production costs
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
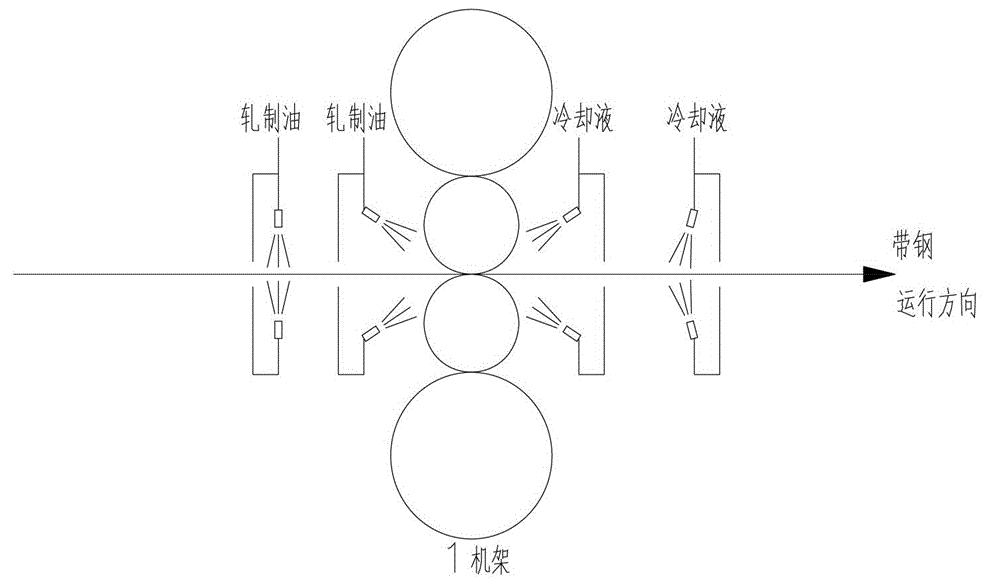
[0060] When producing SUS430 stainless steel, the width of the inlet strip is 1250mm, the thickness of the inlet strip is 3.0mm, and the thickness of the outlet is 0.9mm. According to the spirit of the present invention, the emulsion tank is used for lubrication of rolling mills with 2 to 4 stands and cooling for 1 and 5 stands. The emulsion concentration is 2.8%, the temperature is 55°C, and the injection pressure is 7.0 bar.
[0061] At the same time, there is a pump P at the outlet of the rolling oil tank 1 The rolling crude oil is delivered to the rolling oil injection pipeline in front of the 1st and 5th stands. The rolling oil injection branch pipe has a valve to control the delivery flow of the rolling oil. The injection pressure of the rolling oil is 5.5bar and the temperature of the rolling oil At 75℃, the injection volume of rolling oil at the inlet is calculated as follows:
[0062] Material: SUH430, mill entrance thickness: 3.00mm, mill exit thickness: 0.90mm, strip wid...
Embodiment 2
[0066] When producing SUS430 stainless steel, the width of the inlet strip is 1250mm, the thickness of the inlet strip is 2.89mm, and the thickness of the outlet is 0.50mm. According to the spirit of the present invention, the emulsion tank is used for lubrication of rolling mills with 2 to 4 stands and cooling for 1 and 5 stands. The emulsion concentration is 2.8%, the temperature is 55°C, and the injection pressure is 7.0 bar.
[0067] At the same time, there is a pump P at the outlet of the rolling oil tank 1 The rolling crude oil is delivered to the rolling oil injection pipeline in front of the 1st and 5th stands. The rolling oil injection branch pipe has a valve to control the delivery flow of the rolling oil. The injection pressure of the rolling oil is 5.5bar and the temperature of the rolling oil At 75℃, the injection volume of rolling oil at the inlet is calculated as follows:
[0068] Material: SUH430, mill entrance thickness: 2.89mm, mill exit thickness: 0.50mm, strip w...
Embodiment 3
[0072] When producing SUS409L stainless steel, the width of the inlet strip is 1250mm, the thickness of the inlet strip is 2.91mm, and the thickness of the outlet is 0.66mm. According to the spirit of the present invention, the emulsion tank is used for lubrication of rolling mills with 2 to 4 stands and cooling for 1 and 5 stands. The emulsion concentration is 2.8%, the temperature is 55°C, and the injection pressure is 7.0 bar.
[0073] At the same time, there is a pump P at the outlet of the rolling oil tank 1 The rolling crude oil is delivered to the rolling oil injection pipeline in front of the 1st and 5th stands. The rolling oil injection branch pipe has a valve to control the delivery flow of the rolling oil. The injection pressure of the rolling oil is 5.5bar and the temperature of the rolling oil At 75℃, the injection volume of rolling oil at the inlet is calculated as follows:
[0074] Material: SUH409L, rolling mill entrance thickness: 2.91mm, rolling mill exit thicknes...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More