

Process for manufacturing hot rolled steel strips by using compaction type continuous casting and rolling technique
A hot-rolled strip steel, continuous casting and rolling technology, applied in heat treatment furnaces, manufacturing tools, metal rolling, etc., can solve the problems of increased production line length, difficult control of the production process, and easy deformation of the rough rolling unit, and achieve layout rolling Short wire, small footprint, stable and consistent product performance
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0039] Preferred embodiments of the present invention will be described in detail below with reference to the accompanying drawings.
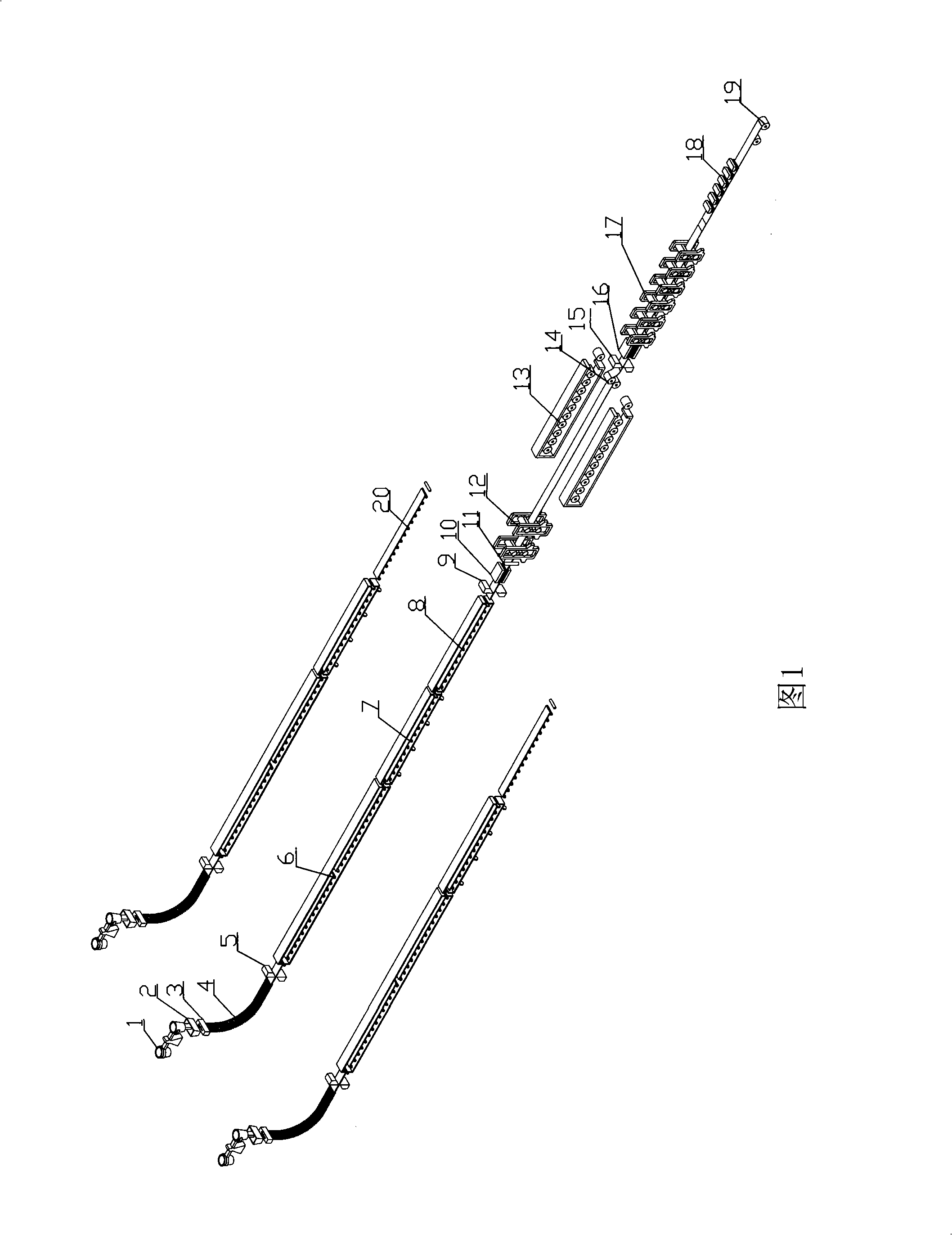
[0040] Fig. 1 shows the schematic diagram of the first preferred embodiment of the present invention, that is, a compact continuous casting and rolling production line for producing hot-rolled steel strips by simultaneously supplying billets from a three-strand casting machine to a group of rolling mills at the same time. Among them, the three strands share a swing section 7 of the roller hearth heating furnace, and by this, other strands and slabs are converged to the rolling line, and the rolling equipment in the subsequent step is shared.
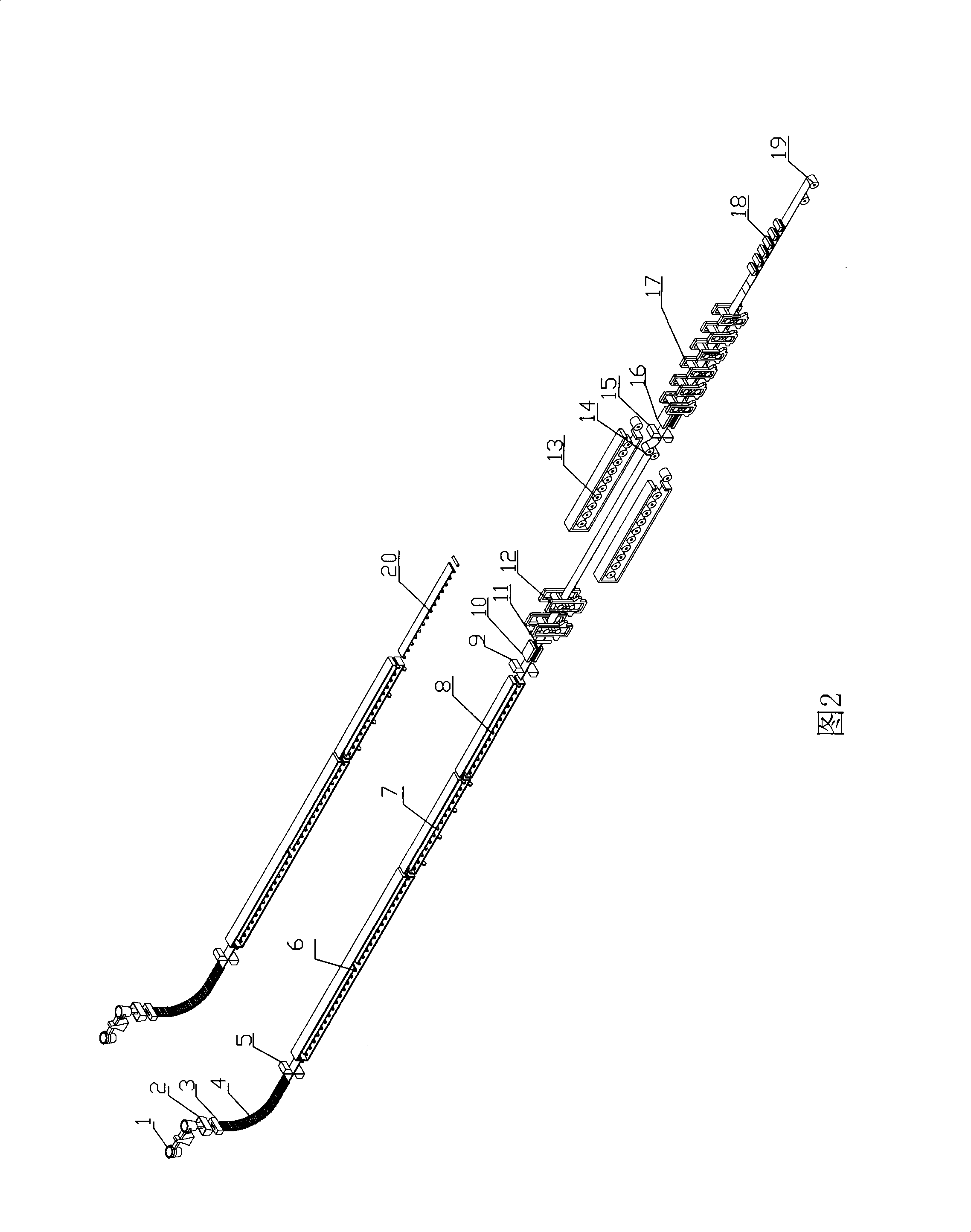
[0041] Fig. 2 shows the schematic diagram of the second preferred embodiment of the present invention, that is, the compact continuous casting and rolling production line for producing hot-rolled steel strip by simultaneously supplying billets from two-strand casting machines to a group of rolling mills at...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More