

Precision external spline pipe forming method
An external spline and precision technology, applied in the direction of metal extrusion dies, etc., can solve the problems of unfavorable mass production, low productivity and precision, and achieve the effects of reducing company costs, high processing efficiency, and meeting mass production requirements
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
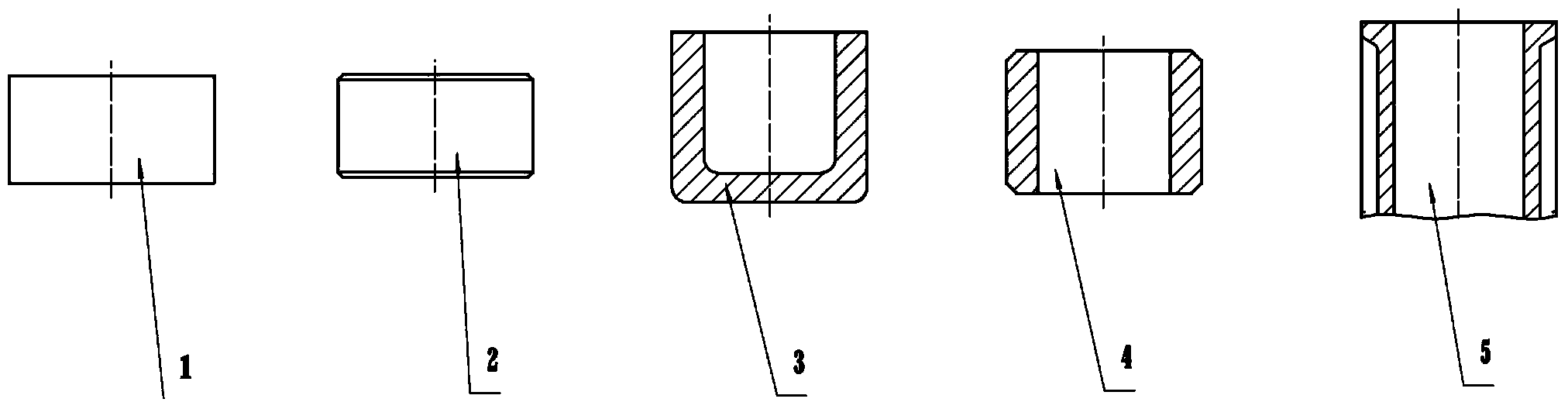
[0034] 1. Saw material. To choose a suitable hot-rolled bar material for sawing material, you must first select a hot-rolled bar material with a suitable specification. The outer diameter of the raw material must be larger than the outer diameter of the finished outer spline tube. path The material grade is 35, and the blanking length is 22mm.
[0035] 2. Spheroidizing annealing, the process is: the product is heated to 740°C with the furnace, kept for 3 hours, and then cooled to ≤500°C with the furnace and air-cooled. Furnace loading method: neatly placed vertically, the hardness after annealing is ≤80HRB. The spheroidizing annealing and the subsequent low-temperature annealing here refer to ordinary annealing, which can improve the structure and reduce the hardness.
[0036] 3. Turning the outer circle, also called blank making, refers to turning the outer circle to remove defects on the surface of the pipe. In this embodiment, the outer circle is turned to Ensure roug...
PUM
| Property | Measurement | Unit |
|---|---|---|
| hardness | aaaaa | aaaaa |
| spheroidization rate | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More