

A kind of production method of annealing and pickling of 409l cold-rolled steel strip
A technology of cold-rolled strip steel and pickling, which is applied in the direction of furnace types, furnaces, heat treatment furnaces, etc., can solve the problems of increasing production costs, and achieve the effects of saving investment, reducing production costs, and reducing the formation of oxide scales
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
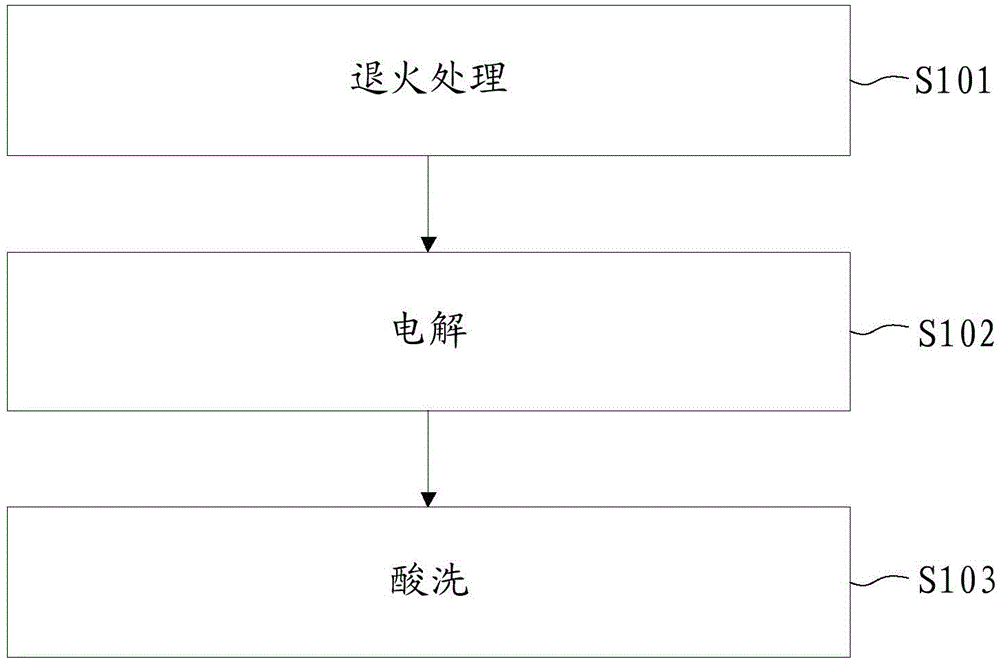
[0028] The annealing and pickling production method of 409L cold rolled strip steel provided in this embodiment is as follows:
[0029] A1. Send the strip steel to the annealing furnace for annealing treatment. The temperature control of the annealing furnace includes two periods. In the first period, the temperature of the strip at the exit of the annealing furnace is 660°C and the excess oxygen concentration is 5.5%; in the second period, The strip temperature at the exit of the annealing furnace is 950℃, the excess oxygen concentration is 7.5%, and the strip annealing time is 21s;
[0030] A2. Send the annealed strip steel into a neutral salt solution for electrolysis, where the concentration of the neutral salt solution is 180g / L, the metal ion concentration is 6g / L, the temperature is 85℃, and the current density is 19A / dm 3 ; The electrolysis time is 33s;
[0031] A3. Carry out mixed acid pickling of strip steel after electrolysis treatment. The concentration of nitric acid in ...
Embodiment 2
[0033] The annealing and pickling production method of 409L cold rolled strip steel provided in this embodiment is as follows:
[0034] B1. Send the strip steel to the annealing furnace for annealing treatment. The temperature control of the annealing furnace includes two periods. In the first period, the temperature of the strip at the exit of the annealing furnace is 680°C and the excess oxygen concentration is 6.5%; in the second period, The temperature of the strip at the exit of the annealing furnace is 970°C, the excess oxygen concentration is 8.5%, and the strip annealing time is 46.5s.
[0035] B2. Send the annealed steel strip into a neutral salt solution for electrolysis, where the concentration of the neutral salt solution is 220g / L, the metal ion concentration is 10g / L, the temperature is 90℃, and the current density is 21A / dm 3 ; The electrolysis time is 37s;
[0036] B3. Carry out mixed acid pickling for strip steel after electrolysis treatment. The concentration of nit...
Embodiment 3
[0038] The annealing and pickling production method of 409L cold rolled strip steel provided in this embodiment is as follows:
[0039] C1. The strip steel is sent to the annealing furnace for annealing treatment. The temperature control of the annealing furnace includes two periods. In the first period, the temperature of the strip at the exit of the annealing furnace is 670℃ and the excess oxygen concentration is 6%; in the second period, The strip temperature at the exit of the annealing furnace is 957℃, the excess oxygen concentration is 8%, and the strip annealing time is 35s;
[0040] C2. Send the annealed steel strip into a neutral salt solution for electrolysis, where the concentration of the neutral salt solution is 200g / L, the metal ion concentration is 8g / L, the temperature is 87℃, and the current density is 20A / dm 3 ; The electrolysis time is 35s;
[0041] C3. Carry out mixed acid pickling of strip steel after electrolysis treatment. The concentration of nitric acid in th...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More