

An Optimal Controlled Rolling Method Using Ultra-rapid Cooling to Control Austenite Structure
A technology of ultra-fast cooling and optimized control, which is applied in the field of steel materials to achieve the effect of improving performance
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0024] The chemical composition of bainitic steel for rolling is as follows: C: 0.04-0.06%, Si: 0.30-0.50%, Mn: 1.40-1.80%, P: ≤0.01%, S: ≤0.005%, Al: ≤0.03%, Ni: 0.20~0.40%, Cr: 0.40~0.60%, Cu: 0.30~0.50%, Ti: 0.02~0.03%, Nb: 0.03~0.05%, Mo: 0.15~0.18%, the balance is Fe And unavoidable impurities, the specific data are shown in Table 1.
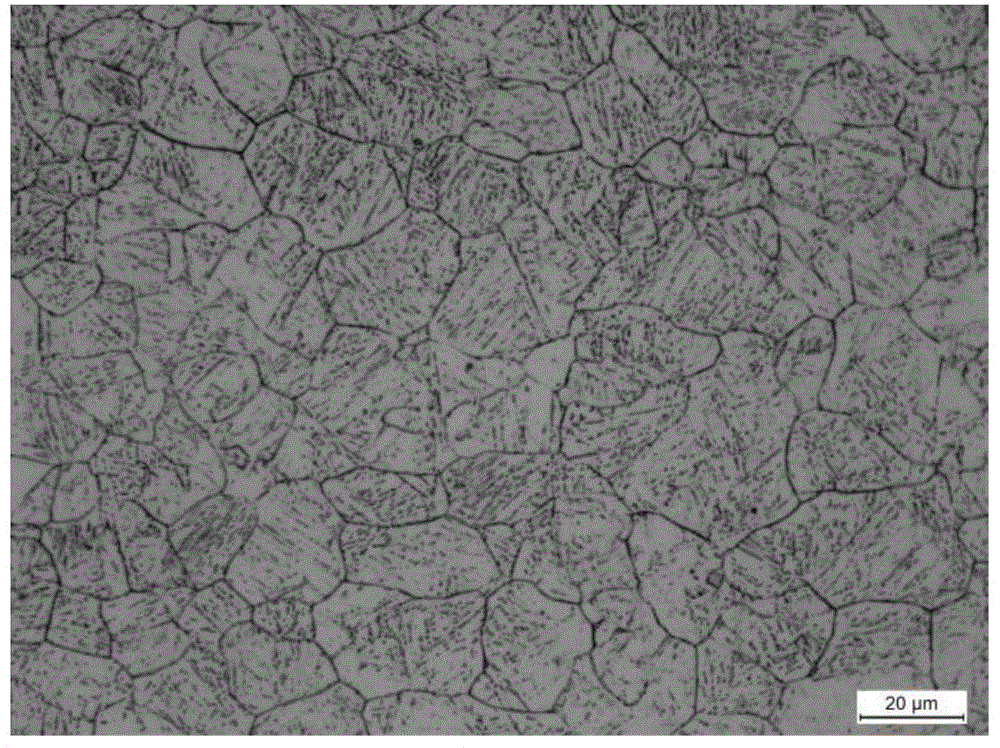
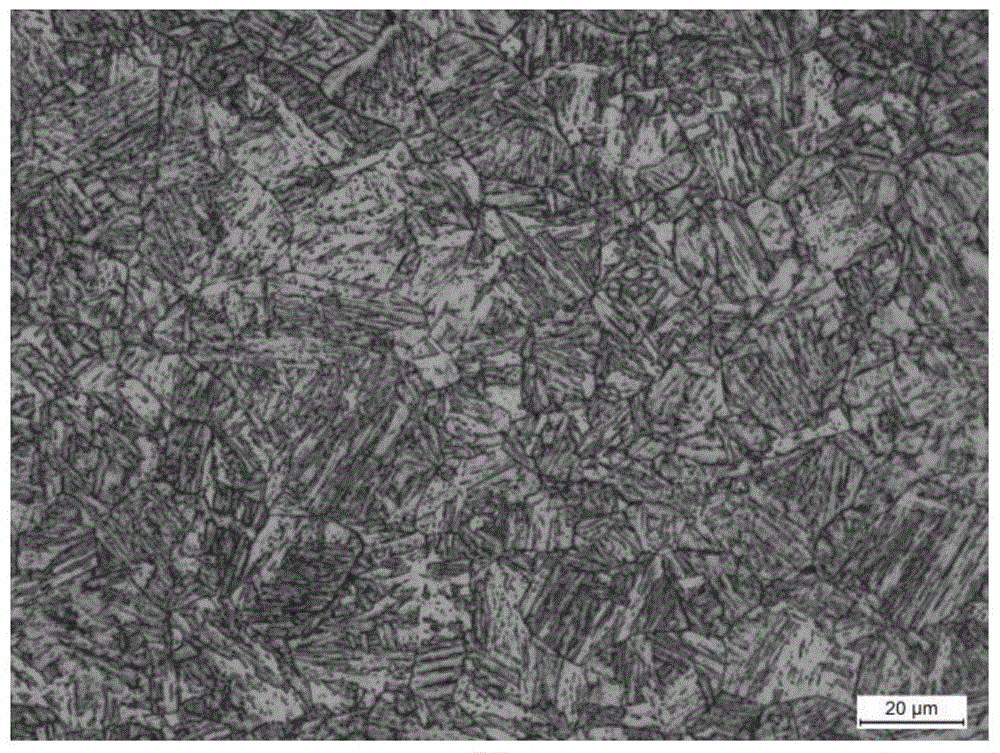
[0025] After testing, the RLT of the bainite steel with the above composition is 990-1020°C; reheat the billet to 1200-1250°C and keep it warm for 1-2h, and carry out controlled rolling and controlled cooling on a 450mm two-roll hot rolling mill; The rolling temperature is 1150±10°C, the final rolling temperature is 1050±10°C, ultra-rapid cooling is adopted immediately after rolling, the cooling rate is 75±5°C / s, the steel plate is cooled to 400°C, and then air-cooled to room temperature, the typical steel plate Austenitic structure such as figure 1 As shown, the typical tissue characteristics at room temperature are as follows figure 2...
Embodiment 2
[0045] The chemical composition (mass fraction) of ferritic steel for rolling is: C: 0.05-0.07%, Si: 0.25-0.35%, Mn: 1.20-1.50%, P: ≤0.008%, S: ≤0.005%, Al : ≤0.06%, Ti: 0.09-0.12%, V: 0.05-0.07%, and the balance is Fe and unavoidable impurities. The specific data are shown in Table 6.
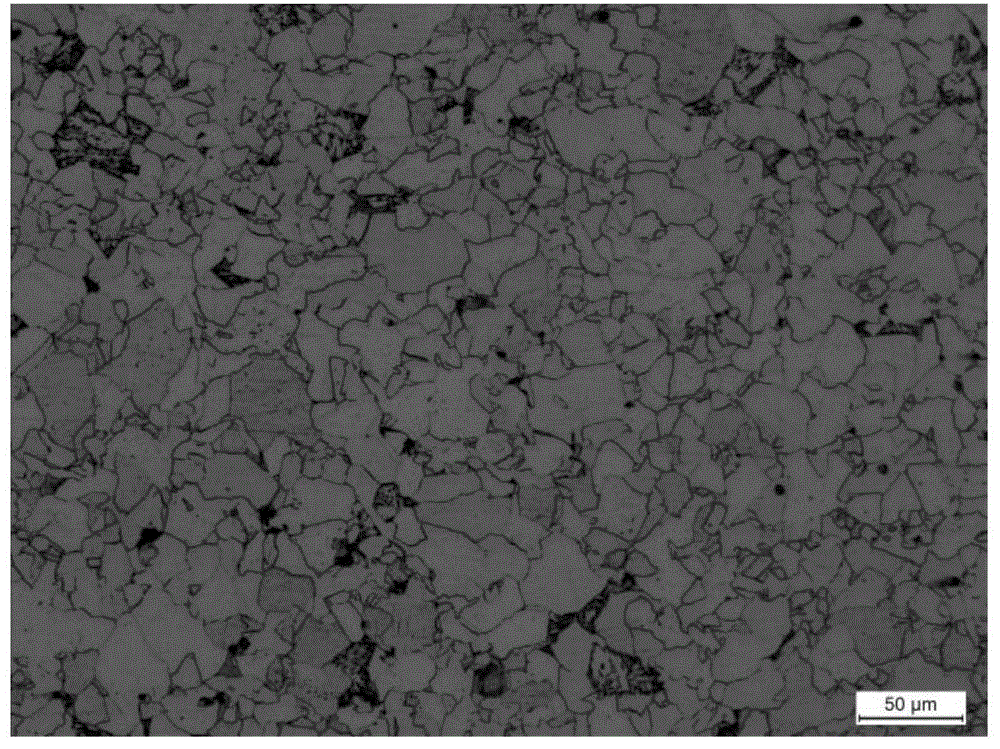
[0046] After testing, the RLT of the ferritic steel with the above composition is 960-1010°C; reheat the billet to 1200-1250°C and keep it warm for 1-2 hours, and carry out controlled rolling and controlled cooling on a 450mm two-roll hot rolling mill; The rolling temperature is 1155±5°C, and the final rolling temperature is 1030±5°C. Immediately after rolling, the steel plate is cooled to 700°C by ultra-rapid cooling at a cooling rate of 55±5°C / s, and then air-cooled to room temperature. body structure such as image 3As shown, the TEM morphology is as follows Figure 4 shown.
[0047] The controlled rolling process is shown in 7, and the mechanical properties are shown in Table 8.
[004...
PUM
| Property | Measurement | Unit |
|---|---|---|
| yield strength | aaaaa | aaaaa |
| tensile strength | aaaaa | aaaaa |
| impact absorption energy | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More