

Molding process of PE-RT pipeline
A technology of PE-RT and molding process, which is applied in the direction of tubular objects, applications, household appliances, etc., can solve the problems of easy cracks in the joints of plastic parts, the accuracy cannot be guaranteed, and product application constraints, etc., to achieve a wide range of applications and orders The effect of fast production and improved production efficiency
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
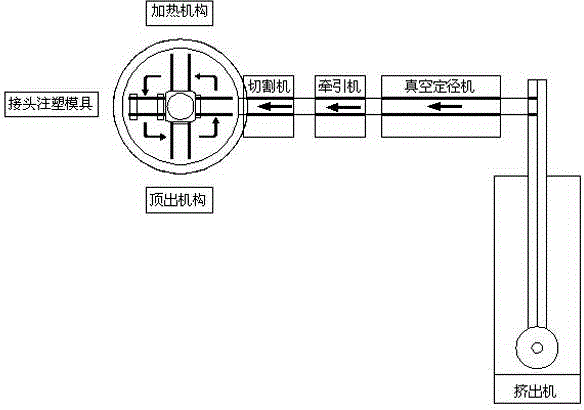
[0014] Such as figure 1 As shown, a PE-RT pipe forming process, (PE-RT pipe is the English abbreviation of Polyethylene of raised temperature resistance pipe, Chinese is heat-resistant polyethylene pipe, is a non-crosslinked polyethylene pipe that can be used for hot water Vinyl pipe) includes PE-RT pipe extrusion molding process and joint injection molding on PE-RT pipe to form PE-RT pipe process, and the PE-RT pipe extrusion molding process is carried out in the following steps: material preparation→extrusion Machine extruded PE-RT pipe → vacuum sizing → traction, conveying → cut PE-RT pipe to the predetermined size and enter the positioning area; the joint injection molding process on the PE-RT pipe is carried out as follows: positioning: located on the turntable The core of the rotating mechanism on the upper part passes through the PE-RT pipe → preheating in the joint area: the rotating mechanism first drives the PE-RT pipe to rotate counterclockwise to the hot air mechan...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More