

Machining method for 5-12 oz thick copper power circuit board drilling
A processing method and circuit board technology, which is applied in the field of circuit board processing, can solve the problems affecting the service life of the spindle, the machining accuracy and quality state, the hole shape and hole position, and the drill bit offset, so as to achieve shortened processing time and short friction time , Reduce the effect of equipment depreciation
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment
[0023] Embodiments, with reference to the accompanying drawings, a method for drilling a 5-12oz thick copper power supply circuit board is characterized in that the following steps are used:
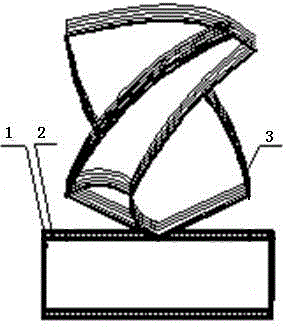
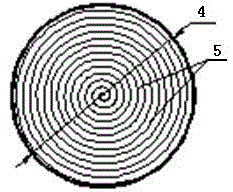
[0024] a. When the diameter of the drilled hole is greater than 2.0mm. Select a drill bit 3 with a diameter of φ1 of 1.55 mm, and use a CNC drilling machine to drill the first pre-drilled hole, the diameter of the first pre-drilled hole is φ.1.55 hole 4;
[0025] b. After the first pre-drilling hole diameter φ.1.55 hole 4 is drilled, when the difference between the designed drilling diameter and the first pre-drilling hole diameter of 1.55mm is greater than 0.45-0.6mm. When drilling the second pre-drilling hole, choose the drill bit diameter φ2 as 1.55mm plus 0.5mm, and drill the second pre-drilling hole;
[0026] c. Similarly, when the difference between the aperture of the second pre-drilling hole and the design aperture is greater than 0.45-0.6mm, the diameter of the drill bit φ3 is...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More