

Surface machining method for obtrusive hollow cylinder and ball end mill
A processing method, hollow cylinder technology, applied in the direction of milling cutters, metal processing equipment, milling machine equipment, etc., can solve problems such as time delay, affecting processing accuracy, reducing tool rigidity, etc., to reduce production costs, reduce clamping times, and ensure The effect of processing quality
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0027] The present invention will be described in further detail below in conjunction with the accompanying drawings and specific embodiments.
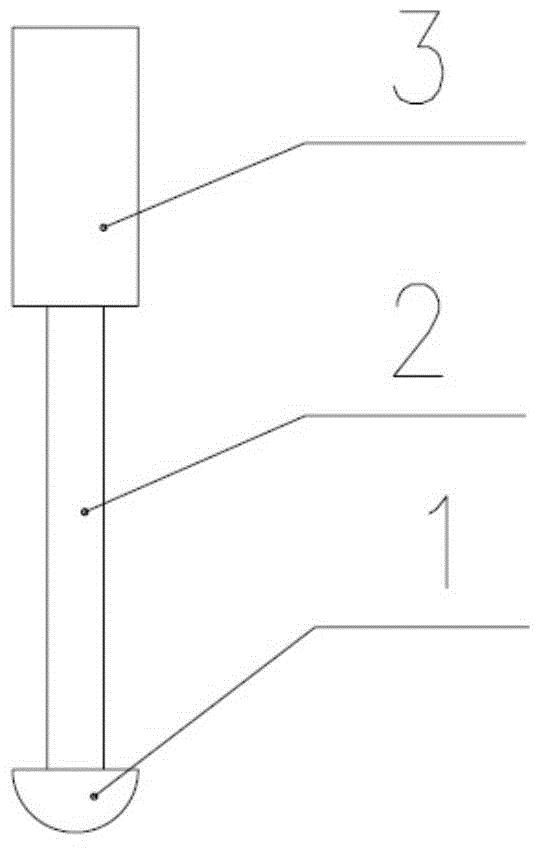
[0028] The processing method of the present invention adopts a special ball milling cutter, and its schematic diagram is as follows: figure 1 As shown, it includes the cutter bar clamping part 3, the cutter bar 2 and the ball head 1, the diameter of the cutter bar 2 is smaller than the diameter of the ball head 1, and the difference between the diameter of the cutter bar 2 and the ball head 1 It is larger than the width of the protruding ring of the workpiece being processed. The ball head 1 is in the shape of a semicircular drum.
[0029] Hereinafter, a specific workpiece is taken as an example to describe in detail.
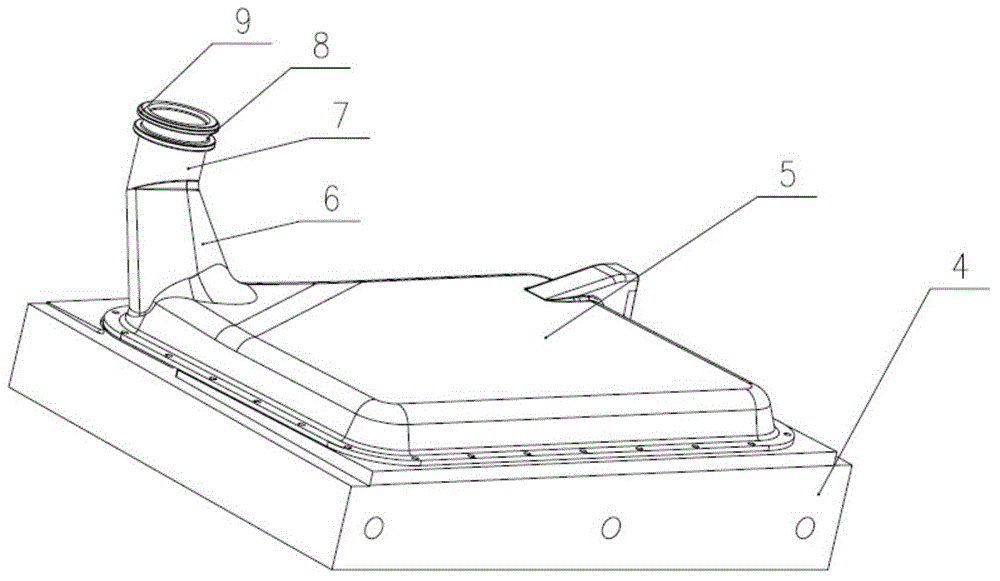
[0030] The workpiece 5 of the present embodiment has a protruding hollow cylindrical curved surface, and its schematic diagram is as follows Figure 4 As shown, its dimensions are as follows, the total height of th...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More