

Surface treatment process for eye joint of brake pipe
A technology of surface treatment and brake pipe, applied in the direction of metal material coating process, etc., can solve the problems of corrosion resistance and wear resistance to be strengthened, and achieve the improvement of corrosion resistance, corrosion resistance and excellent brightness. Effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

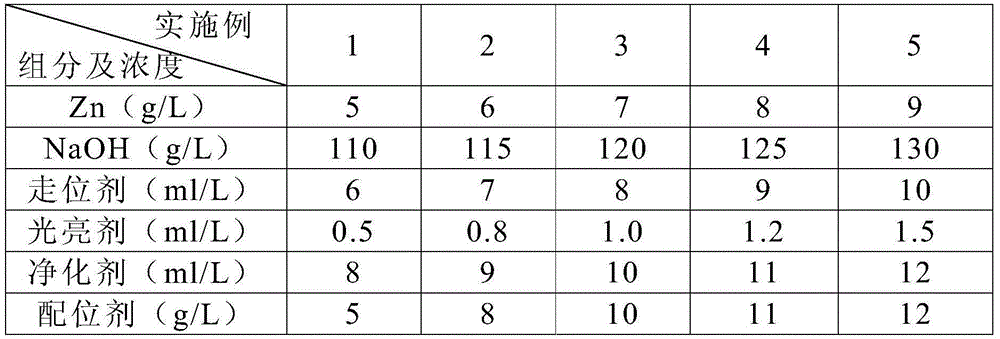
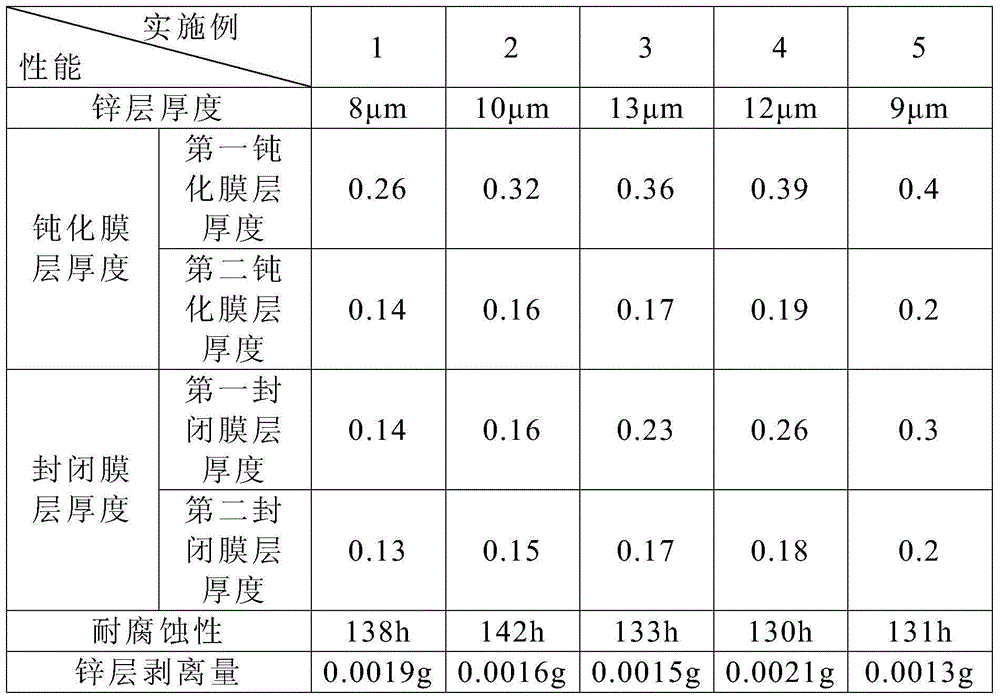
Examples
Embodiment 1
[0057] Chemical degreasing and ultrasonic degreasing are carried out on the brake pipe ring joint blank made of iron material. The composition and concentration of the chemical degreasing solution are: Presol1700:70ml / L; the temperature of chemical degreasing is 50℃, The time is 10 minutes. The composition and concentration of the solution for ultrasonic degreasing are: COVENPREP121: 15 g / L; the temperature of ultrasonic degreasing is 50° C. and the time is 5 min. Then enter the initial end electrolysis cell for initial end electrolysis, the composition and concentration of the initial end electrolytic electrolyte are: Presol7061: 70g / L; the current density of electrolysis is 1A / dm 2 , the electrolysis temperature is 50℃, and the electrolysis time is 5min. After the initial electrolysis, a water wash was performed, the flow rate was 200L / h, and the time was 10s. After washing with water, pickle with 25% hydrochloric acid for 10 min. After pickling, wash with water again, th...
Embodiment 2
[0061]Chemical degreasing and ultrasonic degreasing are carried out on the brake pipe ring joint blank made of iron material. The composition and concentration of the chemical degreasing solution are: Presol1700: 75ml / L; the temperature of chemical degreasing is 55 ℃, The time is 12 minutes. The composition and concentration of the solution for ultrasonic degreasing are: COVENPREP121: 18 g / L; the temperature of ultrasonic degreasing is 55° C. and the time is 6 min. Then enter the primary electrolysis cell for primary electrolysis. The composition and concentration of the primary electrolyte electrolyte are: Presol7061: 75g / L; the current density of electrolysis is 2A / dm 2 , the electrolysis temperature is 55℃, and the electrolysis time is 5min. After the initial electrolysis, a water wash was performed, the flow rate was 200L / h, and the time was 10s. After washing with water, pickle with 28% hydrochloric acid for 12 min. After pickling, wash twice with water, each with a fl...
Embodiment 3
[0065] Chemical degreasing and ultrasonic degreasing are carried out on the brake pipe ring joint blank made of iron material. The composition and concentration of the chemical degreasing solution are: Presol1700:80ml / L; the temperature of chemical degreasing is 60℃, The time is 13 minutes. The composition and concentration of the solution for ultrasonic degreasing are: COVENPREP121: 20 g / L; the temperature of ultrasonic degreasing is 60° C. and the time is 5 min. Then enter the initial end electrolysis cell for initial end electrolysis. The composition and concentration of the initial end electrolytic electrolyte are: Presol7061: 80g / L; the current density of electrolysis is 3A / dm 2 , the electrolysis temperature is 60℃, and the electrolysis time is 6min. After the initial electrolysis, two water washes were performed, each with a flow rate of 160L / h and a time of 10s. After washing with water, pickle with 30% hydrochloric acid for 13 min. After pickling, wash with water a...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Thickness | aaaaa | aaaaa |
| Total thickness | aaaaa | aaaaa |
| Thick bottom | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More