

Deflection error compensation method for five-axis machining center tool
A five-axis machining center, deformation error technology, applied in metal processing, manufacturing tools, metal processing equipment and other directions, can solve the problem of inapplicability of tool deformation error compensation, and achieve the effect of improving manufacturing accuracy
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0026] In order to make the purpose, technical solution and advantages of the present invention clearer, the implementation manners of the present invention will be further described in detail below.
[0027] The specific implementation of the embodiment of the present invention will be described in detail below in conjunction with the accompanying drawings, taking the milling of the ball end of the five-axis linkage machine tool with the B swing head and the C turntable as an example.
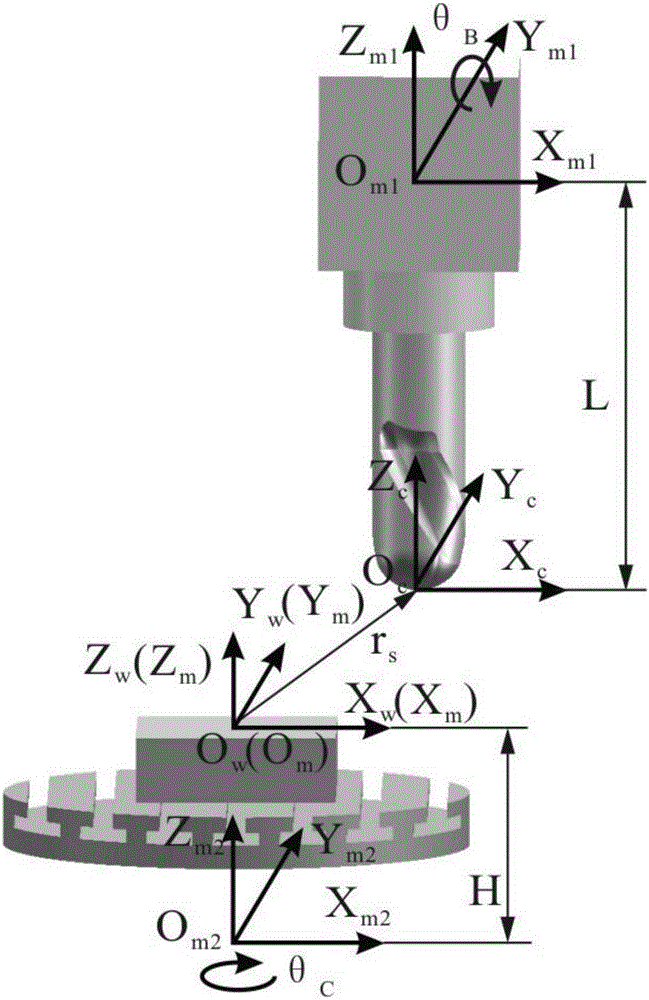
[0028] 101: Establish the mutual conversion relationship between the tool coordinate system, workpiece coordinate system and machine tool coordinate system, and obtain the motion parameters of the machine tool during five-axis machining;
[0029] The embodiment of the present invention takes a five-axis CNC machine tool with C turntable and B swing head structure as an example, analyzes the kinematic relationship between coordinates, and establishes the conversion relationship between the tool ...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More