

A Zinc Layer Thickness Control Method and System Based on Variable Time Delay Deviation Correction Technology
A technology of zinc layer and deviation, applied in the field of automatic control of cold-rolled galvanizing process, can solve the problems of affecting the effect of control, lack of solutions, and difficulty in establishing production models
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0064] The present invention will be described in detail below in terms of specific embodiments in conjunction with the accompanying drawings. The following examples will help those skilled in the art to further understand the present invention, but do not limit the present invention in any form. It should be noted that those skilled in the art can make several modifications and improvements without departing from the concept of the present invention. These all belong to the protection scope of the present invention.
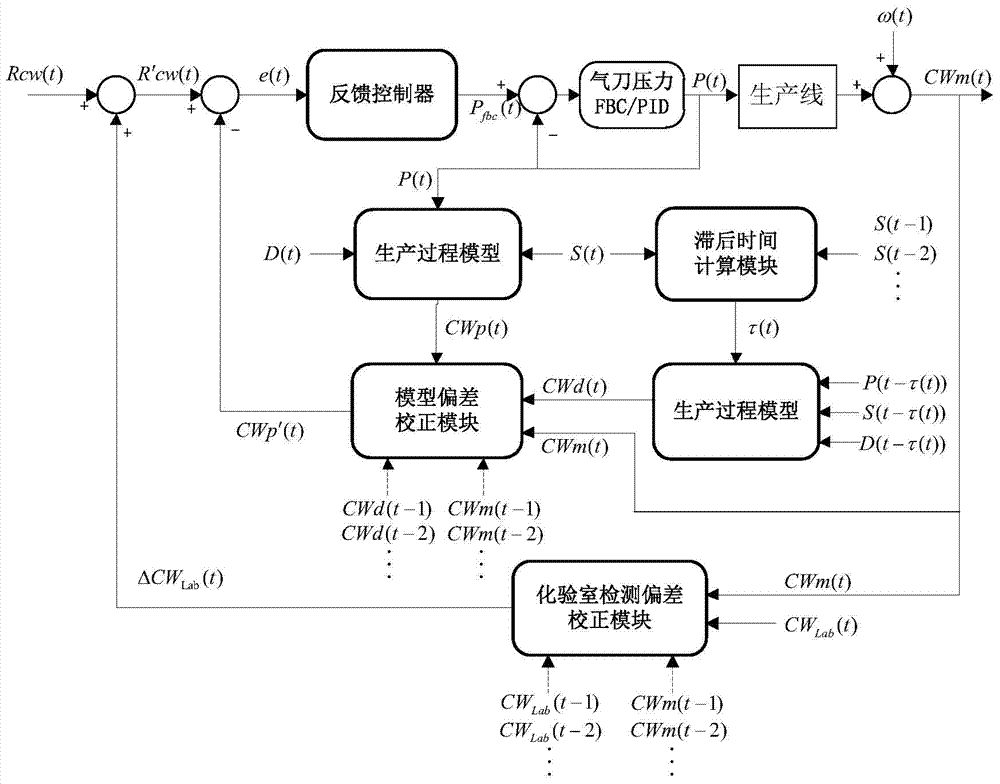
[0065] Aiming at the defects and deficiencies of the above-mentioned existing coating thickness automatic control technology, the present invention proposes a zinc layer thickness control method and system based on variable time-delay deviation correction technology. First, the data modeling method is used to model the coating thickness to predict the influence of production line speed, air knife pressure, knife distance, height and other factors on the coating...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More