

Metal plate forming process of aircraft stepped thin-walled part
A thin-walled part and forming process technology, applied in the sheet metal forming process of aircraft stepped thin-walled parts, can solve problems such as difficulty, deficiencies, micro-cracks, etc., to improve processing efficiency, improve forming efficiency, and improve The effect of force status
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
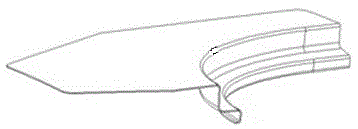
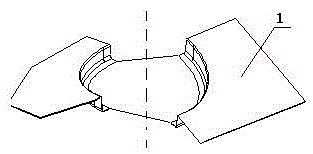
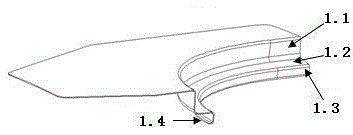
[0026] A sheet metal forming process for ladder-shaped thin-walled parts of an aircraft, comprising the following steps:
[0027] (1) According to the preset forming plan, use the three-dimensional mathematical model to determine the size of the raw material; the three-dimensional mathematical model used in this step is a three-dimensional CATIA mathematical model. When determining the size of the raw material, it is necessary to increase the process margin (that is, the amount of forming plan is large) Some);
[0028] (2) Design and manufacture drawing dies and rubber bag forming tooling according to the preset forming scheme;
[0029] (3) Using a drawing die, the drawing speed is 0.3-0.4mm / s, the blankholder pressure is 5.5-7.3MPa, and the raw material is drawn into a basin-shaped prototype, and the basin-shaped prototype is stamped into The shape is like a "basin";
[0030] (4) Cut the basin-shaped prototype into two pieces, and then hydroform the cut basin-shaped prototy...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More