A Method for Predicting the Width of Hot-rolled Strip Steel
A prediction method and technology of hot-rolled strip steel, applied in the field of rolling, can solve problems such as large overshoot, long adjustment time, and reduced control system stability, and achieve the effects of saving production investment costs, improving precision, and accurate calculations
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0064] The specific implementation manners of the present invention will be described in detail below in conjunction with the accompanying drawings.
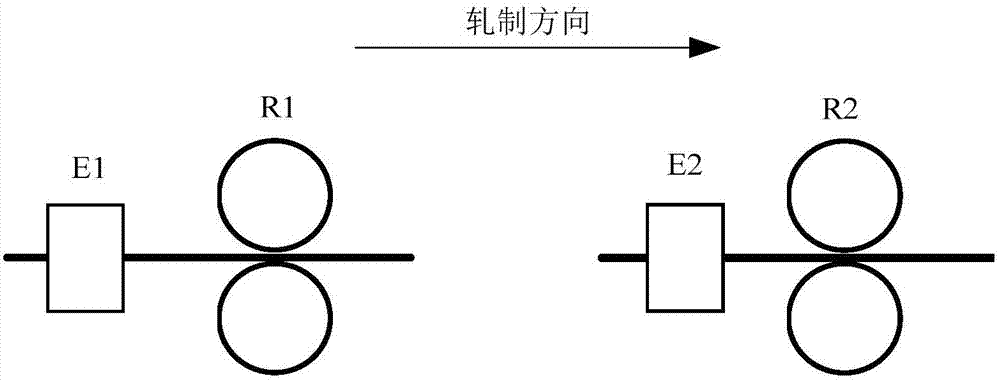
[0065] In this embodiment, take a 1450mm hot continuous rolling roughing unit in a factory as an example, the equipment layout is as follows figure 1 As shown, among them, E1, E2 are vertical roll mills, R1, R2 are flat roll mills.
[0066] A method for predicting the width of hot-rolled strip steel, such as Figure 6 shown, including the following steps:
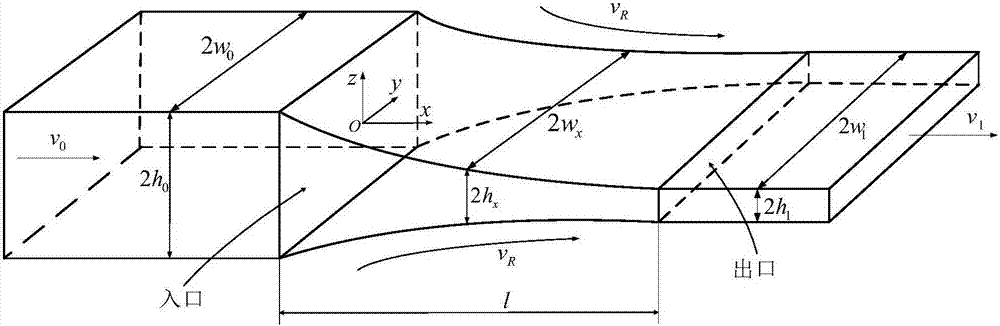
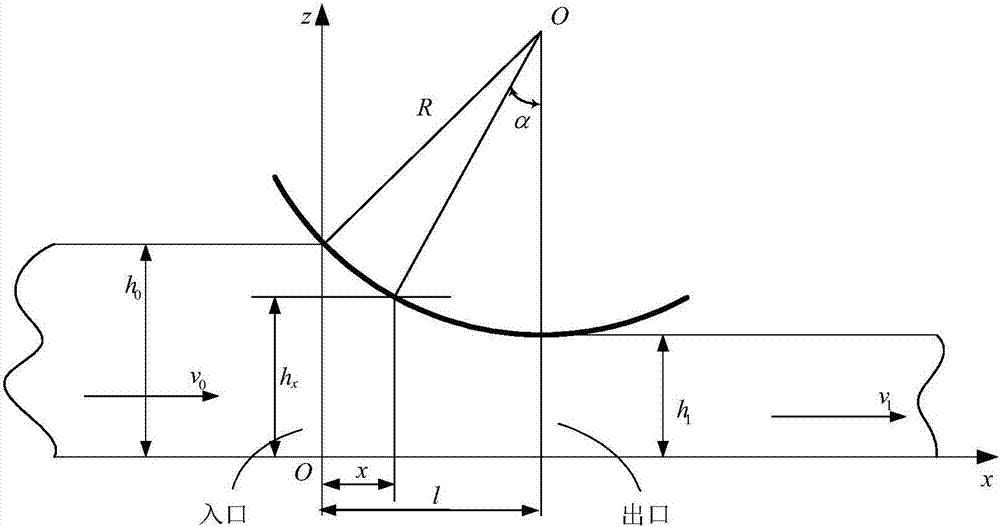
[0067] Step 1: Determine the outlet thickness of the hot-rolled slab according to the data of a certain hot-rolled pass process specification 2h 1 =0.1941m, entrance thickness of hot-rolled slab 2h 0 =0.2339m, entrance width 2w 0 =1.2712m and inlet temperature T=1162°C, slab steel type: Q235;
[0068] Step 2: Detect the inlet velocity v of the hot-rolled slab 0 = 1.444m / s and roll speed v R =1.66m / s, obtain the roll radius R=0.643m and the friction factor m=2μ=0.56 bet...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com