

Method of manufacturing engine crankshaft and laser shock reinforcing device of engine crankshaft
A manufacturing method and laser shock technology, applied in the direction of manufacturing tools, furnace types, furnaces, etc., can solve the problems of difficult to guarantee laser strengthening, labor and time-consuming, high fixture manufacturing cost, and achieve increased hardness, increased service life, and improved impact toughness. Effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
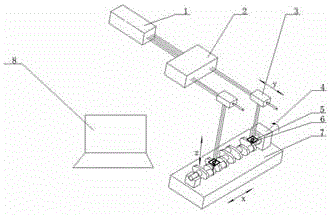
[0021] The technical solution of the present invention will be described in more detail below in conjunction with the accompanying drawings.
[0022] Such as figure 1 As shown, the engine crankshaft processing process is: ductile iron blank → rough machining → austempering treatment → laser shock surface strengthening → finishing → finished crankshaft. Specifically: Step 1: Roughly process the nodular cast iron blank of the crankshaft to form the crankshaft primary product; Step 2: Perform austempering on the crankshaft primary product; Step 3: Perform laser shock surface strengthening on the crankshaft primary product after austempering Processing; Step 4: Finishing the primary crankshaft after the laser shock surface strengthening treatment, and finally forming the finished crankshaft.
[0023] Preferably, after the rough machining of the crankshaft, put it into an overturning trolley-type quenching furnace and heat it to 850±20°C, keep it warm for 90 minutes, and then leav...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
| diameter | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More