

High-strength-and-toughness low alloy wear resistant steel and manufacturing method thereof
A high-strength, low-alloy, manufacturing method technology, applied in the field of metallurgy to achieve the effects of increased service life, low production cost, and high hardenability
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0031] Molten steel is smelted and then poured into slabs, its composition by weight percentage is C 0.19%, Si 0.18%, Mn 1.35%, P0.015%, S 0.002%, Al 0.036%, Ti 0.018%, Cr 0.19%, Mo 0.2 %, B 0.001%, the rest is Fe and unavoidable impurities, carbon equivalent Ceq(%)=0.19+1.35 / 6+0.18 / 24+ 0 / 40 +0.19 / 5+0.2 / 4+ 0 / 14 = 0.510 .
[0032] Heat the slab to 1150°C, keep it warm for 150 minutes, and then carry out rough rolling. Rolling accumulative rolling reduction rate is 31%, and the obtained slab thickness is 30mm.
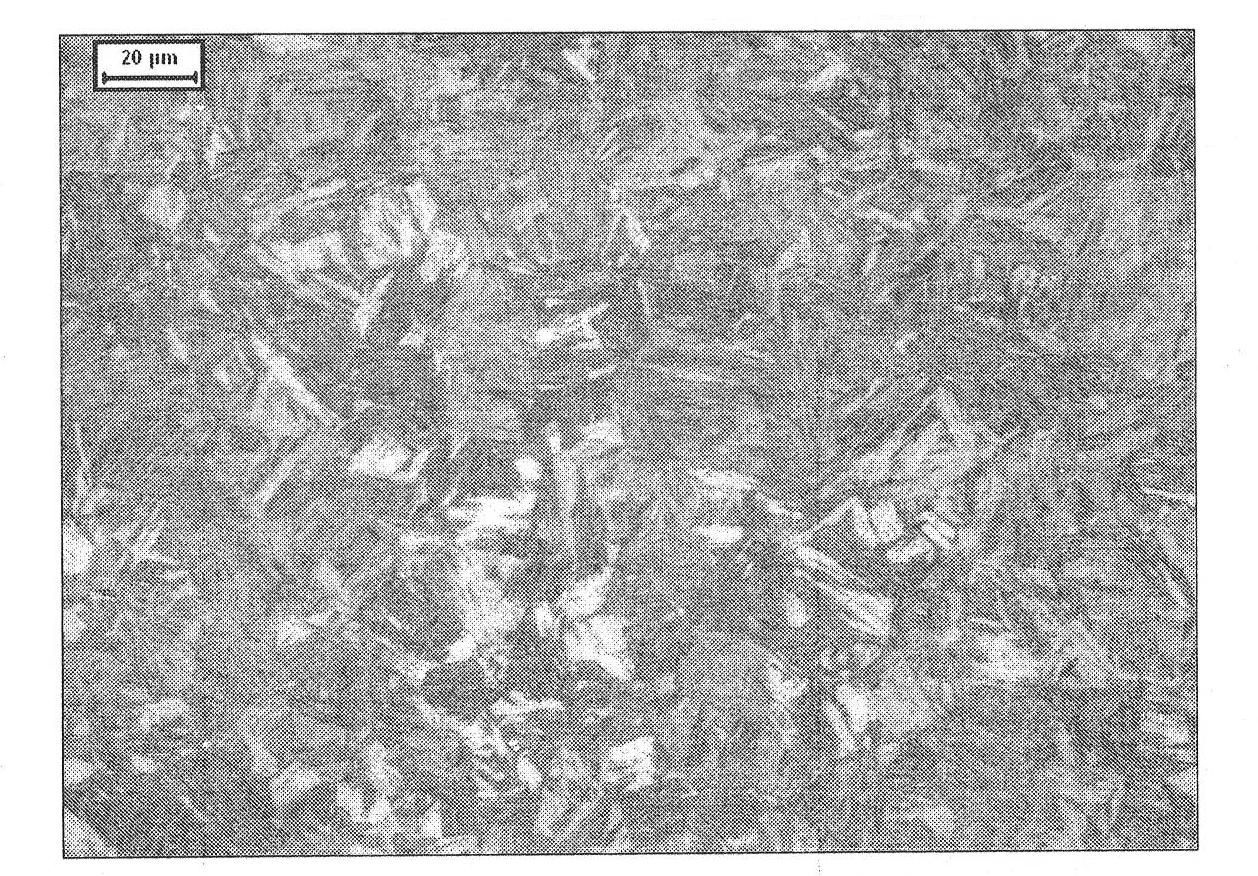
[0033] The slab is quenched, the heating temperature is 930°C, and the holding time is 1.5×30+16=61min; after heat preservation, it is cooled to room temperature at a speed of at least 40°C / s to obtain high-strength, high-toughness, low-alloy wear-resistant steel, microstructure Such as figure 1 As shown, after quenching treatment, a composite structure of high hardness martensite, lower bainite and dispersed fine carbides is obtained.
[0034]The surface Brinell h...
Embodiment 2
[0036] The molten steel is smelted, and then poured into a slab, the composition of which is the same as that of Example 1; the carbon equivalent is the same as that of Example 1.
[0037] Heat the slab to 1160°C, keep it warm for 160 minutes, and then carry out rough rolling. Rolling accumulative rolling reduction is 32%, and the obtained slab thickness is 30mm.
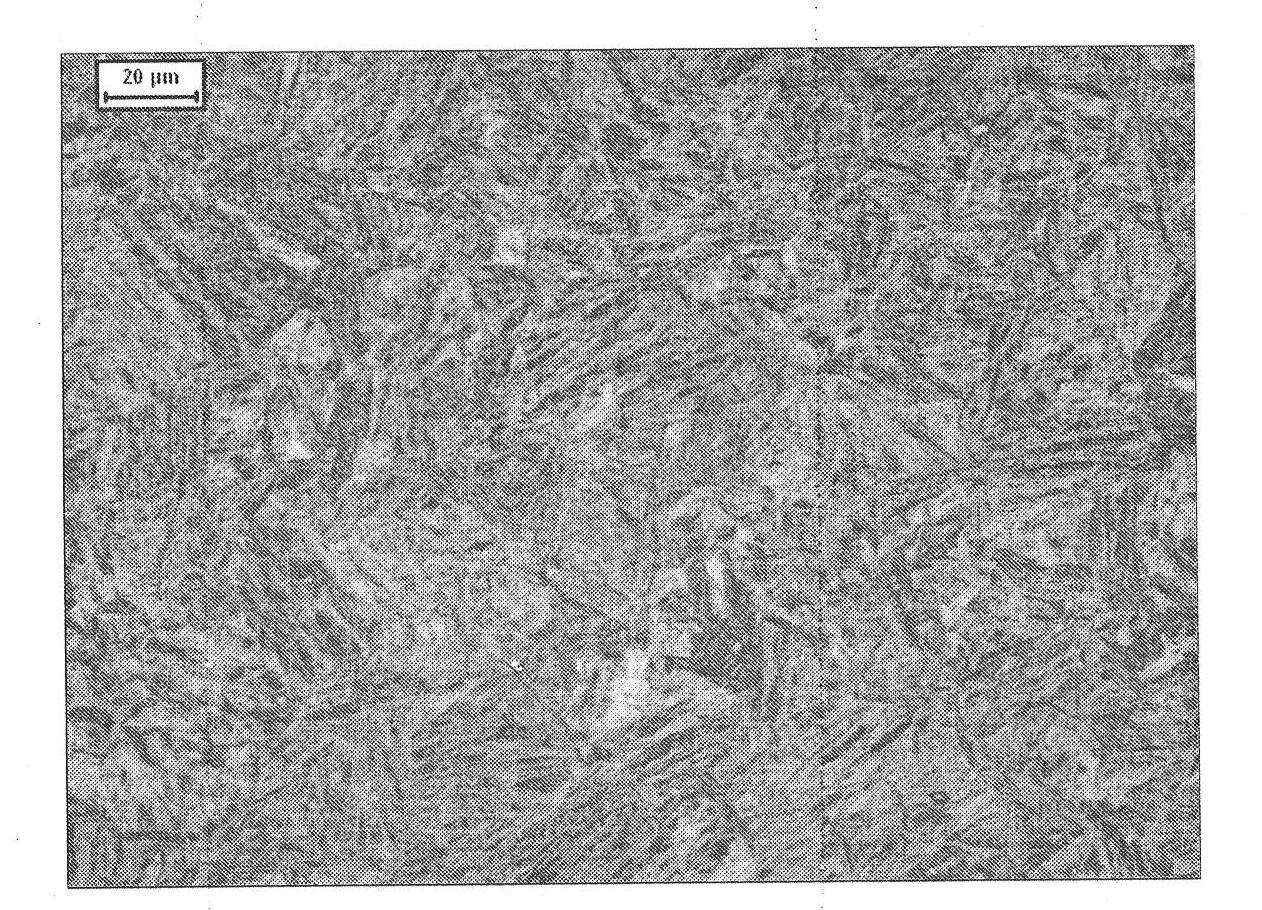
[0038] The slab is subjected to sub-temperature quenching treatment, the heating temperature is 810°C, and the holding time is 1.5×30+3=48min; after heat preservation, it is cooled to room temperature at a speed of at least 40°C / s to obtain high-strength, high-toughness, low-alloy wear-resistant steel , organized as figure 2 As shown, after heat treatment, a composite structure of high hardness martensite, lower bainite, fine and evenly distributed ferrite and dispersed fine carbides is obtained.
[0039] The surface Brinell hardness of the product is HB418, the tensile strength is 1400Mpa, the elongation at brea...
Embodiment 3
[0041] Molten steel is smelted, and then poured into a slab, its composition is the same as that of Example 1, and its carbon equivalent is the same as that of Example 1.
[0042] Heat the slab to 1170°C, keep it warm for 160 minutes, and then carry out rough rolling. The rough rolling start temperature is 1070°C, the final rolling temperature is 970°C, and the cumulative reduction rate of rough rolling is at least 80%. Then, finish rolling is carried out at 880-930°C. The cumulative reduction ratio of finish rolling is 34%, and the obtained slab thickness is 30mm.
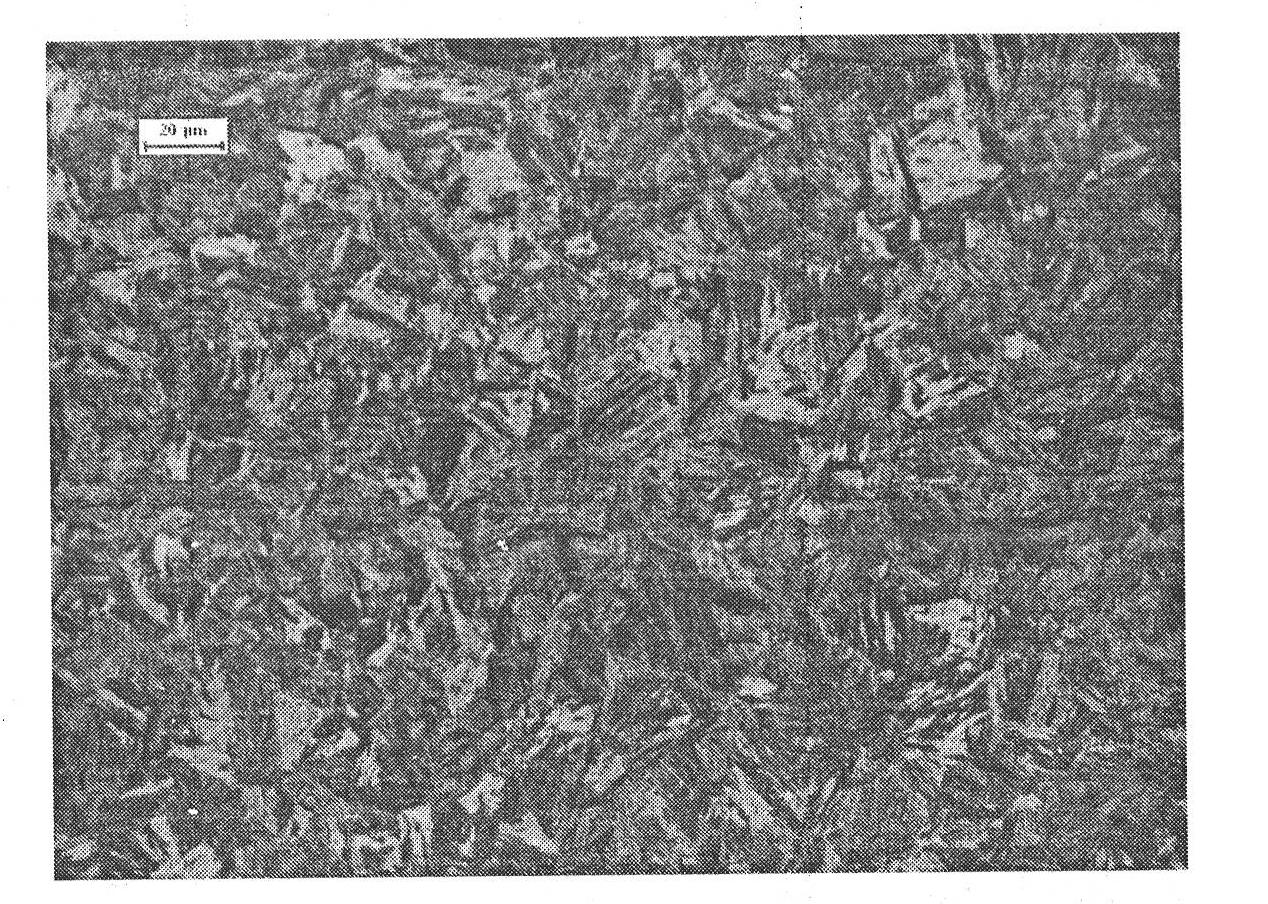
[0043] The slab is firstly subjected to complete quenching treatment and then sub-temperature quenching treatment. When quenching, it is first heated to a temperature of 950°C, and the holding time is 1.5×30+16=61min. After holding the heat, it is cooled to room temperature at a speed of at least 40°C / s. During sub-temperature quenching, heat to a temperature of 830°C. The holding time is 1.5×30+18=63min. After he...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Brinell hardness | aaaaa | aaaaa |
| tensile strength | aaaaa | aaaaa |
| Brinell hardness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More