

Heat treatment method of aluminum alloy for automotive body
A heat treatment method and technology for automobile bodies, applied in the field of aluminum alloys, can solve the problems of reduced material formability, poor flanging ductility, high Cu content, etc., and achieve high paint strength, formability, and optimization of formability
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
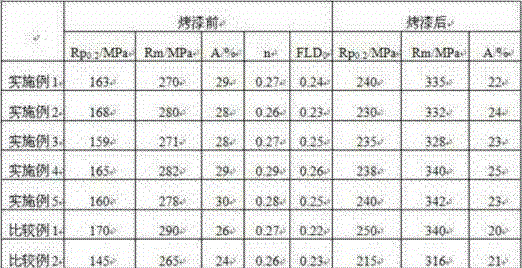
[0023] The composition of the aluminum alloy is calculated by mass percentage: Si 1.90 wt%, Mg 0.40 wt%, Mn 0.1 wt%, Fe0.0.12 wt%, Cu 0.10 wt%, Ti 0.08 wt%, Cr 0.07 wt%, and the balance is Al. After the aluminum alloy ingot is homogenized, it is hot-rolled and cold-rolled to a thin plate of 1 mm; the thin plate is water-quenched after solution treatment, and then pre-aged: 100°C × 10min. After two weeks of natural aging, simulate baking paint treatment (2% stretch + 175°C × 30min).
Embodiment 2
[0025] The composition of the aluminum alloy is calculated by mass percentage: Si 1.70 wt%, Mg 0.60 wt%, Mn 0.2 wt%, Fe 0.10 wt%, Cu 0.09 wt%, Ti 0.08 wt%, Cr 0.05 wt%, the balance is Al . After the aluminum alloy ingot is homogenized, it is hot-rolled and cold-rolled to a thin plate of 1 mm; the thin plate is water-quenched after solution treatment, and then pre-aged: 200 ° C × 5s. After two weeks of natural aging, simulate baking paint treatment (2% stretch + 175°C × 30min).
Embodiment 3
[0027] The composition of the aluminum alloy is calculated by mass percentage: Si 1.8 wt%, Mg 0.50 wt%, Mn 0.05 wt%, Fe0.11 wt%, Cu 0.05 wt%, Ti 0.10 wt%, Cr 0.05 wt%, and the balance is Al. After the aluminum alloy ingot is homogenized, it is hot-rolled and cold-rolled to a thin plate of 1 mm; the thin plate is water-quenched after solution treatment, and then pre-aged: 150℃×10min. After two weeks of natural aging, simulate baking paint treatment (2% stretch + 175°C × 30min).
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More