

Stabilizing treatment production method for prestress zinc-coated steel wire connector
A technology of stabilization treatment and galvanized steel wire, which is applied in the field of stabilization treatment of prestressed galvanized steel wire joints, can solve problems such as low strength, easy to break joints, and low pass rate, so as to improve the quality of wire take-up and ensure continuous performance, and the effect of improving production efficiency
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
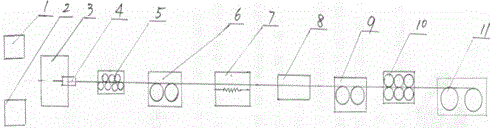
[0033] A production method for stabilizing a prestressed galvanized steel wire joint, the method comprising the following steps:
[0034] 1): Put about 120mm long steel pipe whose inner diameter is 0.5mm larger than the steel wire in advance on the steel wire to be welded;
[0035] 2): When the steel wire on the last I-shaped wheel loaded with steel wire is almost finished, reserve 3000mm of steel wire on the I-shaped wheel, remove the I-shaped wheel and replace the next I-shaped wheel loaded with steel wire on the pay-off machine 3 After straightening the heads of the newly replaced steel wire and the reserved steel wire, they are welded by the butt welding machine 1 and tempered to cool;
[0036] 3): Put the steel pipe on the welding part of the steel wire, and connect the steel pipe and the welded joint of the steel wire together by extrusion through the pneumatic extruder 2;
[0037] 4): After passing through the pay-off machine 3, the steel wire passes through the connec...
Embodiment 2
[0042] A production method for stabilizing a prestressed galvanized steel wire joint, the method comprising the following steps:
[0043] 1): Put about 120mm long steel pipe whose inner diameter is 0.5mm larger than the steel wire in advance on the steel wire to be welded;
[0044] 2): When the steel wire on the last I-shaped wheel loaded with steel wire is almost finished, reserve 3000mm of steel wire on the I-shaped wheel, remove the I-shaped wheel and replace the next I-shaped wheel loaded with steel wire on the pay-off machine 3 After straightening the heads of the newly replaced steel wire and the reserved steel wire, they are welded by the butt welding machine 1 and tempered to cool;
[0045] 3): Put the steel pipe on the welding part of the steel wire, and connect the steel pipe and the welded joint of the steel wire together by extrusion through the pneumatic extruder 2;
[0046] 4): After passing through the pay-off machine 3, the steel wire passes through the connec...
Embodiment 3
[0051] A production method for stabilizing a prestressed galvanized steel wire joint, the method comprising the following steps:
[0052] 1): Put about 120mm long steel pipe whose inner diameter is 0.5mm larger than the steel wire in advance on the steel wire to be welded;
[0053] 2): When the steel wire on the last I-shaped wheel loaded with steel wire is almost finished, reserve 3000mm of steel wire on the I-shaped wheel, remove the I-shaped wheel and replace the next I-shaped wheel loaded with steel wire on the pay-off machine 3 After straightening the heads of the newly replaced steel wire and the reserved steel wire, they are welded by the butt welding machine 1 and tempered for cooling;
[0054] 3): Put the steel pipe on the welding part of the steel wire, and connect the steel pipe and the welded joint of the steel wire together by extrusion through the pneumatic extruder 2;
[0055]4): After passing through the pay-off machine 3, the steel wire passes through the con...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More