

Follow-up Method for Improving Al/cu Friction Stir Welding Seam Microstructure
A friction stir welding, follow-up technology, applied in the field of forging and metallurgy, can solve the problems of weld defects, low heat input, micro-cracks, etc., to remove holes and tunnel defects, enhance application adaptability, and refine welding. The effect of slit grains
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
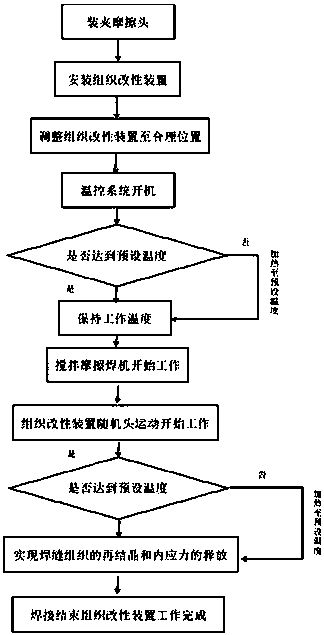
[0013] Such as figure 1 Shown, the present invention is the method that follow-up type improves Al / Cu friction stir welding weld seam structure, and its steps are:
[0014] (1) Step 1: Adjust the minimum working pressure and adjust the minimum pressing force of the tissue modification mechanism;
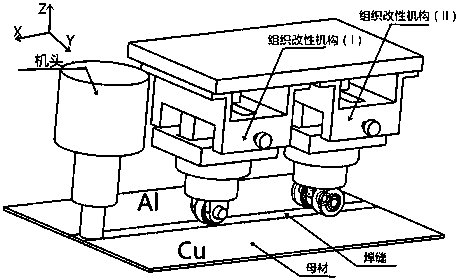
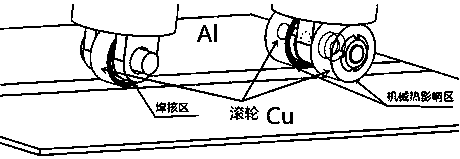
[0015] (2) Step 2: Use the control mechanism to adjust the position of the tissue modification mechanism. In the structure modification mechanism I with a single roller, the roller covers the entire weld nugget area and a part of the mechanical heat-affected zone; in the structure modification mechanism II with two rollers, two The two rollers correspond to the entire mechanical heat-affected zone on the Al / Cu side and a part of the heat-affected zone of the weld and the nugget zone;
[0016] (3) Step 3: Turn on the temperature control system, set the modification temperature, set the roller temperature T1=290~315℃ in the tissue modification mechanism I; preset the Al side roller te...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More