

Nuclear power semi-ring machining method
A processing method and nuclear power technology, applied in the field of mechanical processing, can solve the problems of reducing welding quality, increasing work difficulty in subsequent welding, unable to guarantee the machining accuracy of nuclear power semi-rings, etc., so as to improve turning processing efficiency and reduce axial and radial The effect of resisting force and reducing stress and deformation
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
specific Embodiment approach 1
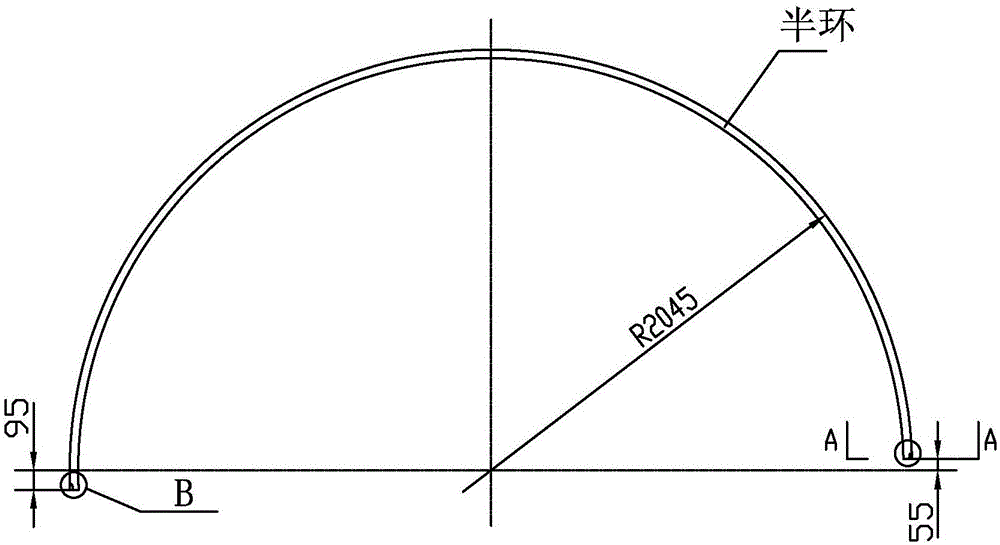
[0019] Specific implementation mode one: combine Figure 1 to Figure 7 Describe this embodiment, the concrete steps of a kind of nuclear power semi-ring processing method described in this embodiment are as follows:
[0020] Step 1, semi-ring blank casting;
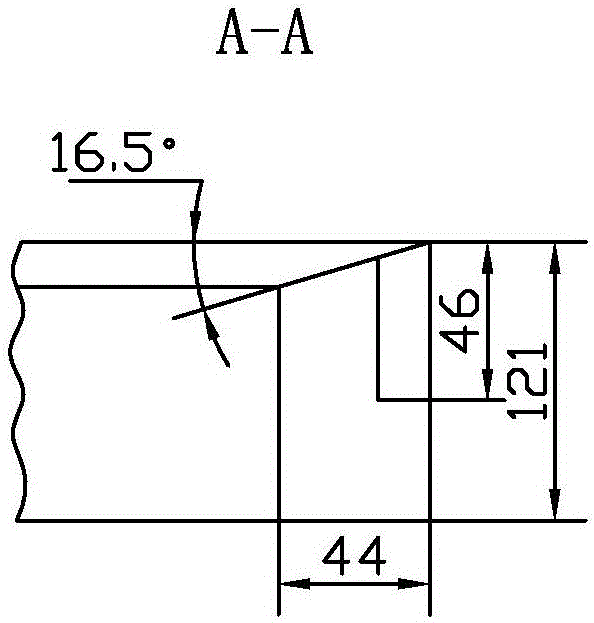
[0021] Step 2. Turning the surface of the half ring to 121mm on a vertical lathe, and turning the two planes to 122mm;
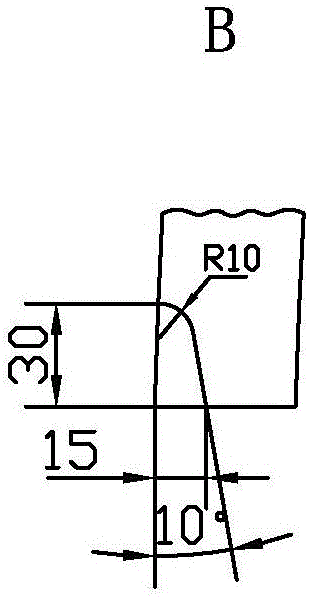
[0022] Step 3. Draw the inner hole, outer circle line and surface lines at both ends on the half ring, and mark the 55mm size on the right side according to the 95mm size;
[0023] Step 4, milling the two ends of the half ring on the boring machine, and both ends of the half ring are processed with a size of 95mm;
[0024] Step 5. Turn the quasi-inner hole of the semi-ring on a vertical lathe, and the outer circle is 3mm to 5mm;
[0025] Step 6. The fitter fits the welded tension bars on the half ring;
[0026] Step 7, electric welding and welding of tension bars;
[0027] Step 8, performing heat t...
specific Embodiment approach 2
[0032] Specific implementation mode two: combination Figure 1 to Figure 7 To illustrate this embodiment, the cutting parameters in Step 2 of a nuclear power semi-ring processing method described in this embodiment are: rotational speed 6r / min, feed rate 0.25mm / r, and cutting depth 3mm. Other components and connections are the same as those in the first embodiment.
specific Embodiment approach 3
[0033] Specific implementation mode three: combination Figure 1 to Figure 7 To illustrate this embodiment, the cutting parameters in Step 4 of a nuclear power semi-ring processing method described in this embodiment are: rotational speed 240r / min, feed rate 0.2mm / r, cutting depth 4mm. Other components and connections are the same as those in the first embodiment.
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More