Fixing method for sheathed thermocouple
An armored thermocouple and scheme technology, which is applied in the field of post-weld heat treatment temperature measurement in electric power construction, can solve the problems of inaccurate temperature measurement, uneven surface material of welding seam, weak contact of thermocouple hot end, etc. Operation, good for uniformity, consistency, and easy operation
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image


Examples
Embodiment 1
[0021] The armored thermocouple fixing method of the present embodiment may further comprise the steps:
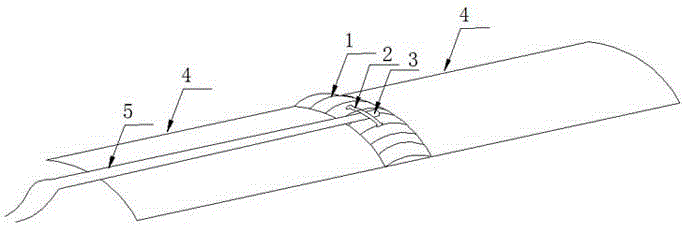
[0022] 1) After the welding construction of the base metal 4 is completed, the self-inspection of the weld 1 is qualified;
[0023] 2) Take a section of welding wire 2 with the same material as that of welding seam 1, the diameter of the welding wire 2 is 2.4mm, and the length is 45mm;
[0024] 3) Spot weld one end of the welding wire 2 intercepted in step 2) on the surface of the weld 1 to be measured. The welding wire used by the welding machine for spot welding is the same material as the intercepted welding wire 2; place the hot end 3 of the armored thermocouple on the In the middle position of the welding wire 2, spot weld the other end of the welding wire 2 on the surface to be measured;
[0025] 4) Perform heat treatment on weld 1;
[0026] 5) After the heat treatment, use a grinder to grind off the spot weld of the welding wire 2, and smooth the surface of the we...
Embodiment 2
[0028] The armored thermocouple fixing method of the present embodiment may further comprise the steps:
[0029] 1) After the welding construction of the base metal 4 is completed, the self-inspection of the weld 1 is qualified;
[0030] 2) Take a section of welding wire 2 with the same material as that of welding seam 1, the diameter of the welding wire 2 is 2.4mm, and the length is 50mm;
[0031] 3) Spot weld one end of the welding wire 2 intercepted in step 2) on the surface of the weld 1 to be measured. The welding wire used by the welding machine for spot welding is the same material as the intercepted welding wire 2; place the hot end 3 of the armored thermocouple on the In the middle position of the welding wire 2, spot weld the other end of the welding wire 2 on the surface to be measured;
[0032] 4) Perform heat treatment on weld 1;
[0033] 5) After the heat treatment, use a grinder to grind off the spot weld of the welding wire 2, and smooth the surface of the we...
Embodiment 3
[0035] The armored thermocouple fixing method of the present embodiment may further comprise the steps:
[0036] 1) After the welding construction of the base metal 4 is completed, the self-inspection of the weld 1 is qualified;
[0037] 2) Take a section of welding wire 2 with the same material as that of welding seam 1, the diameter of the welding wire 2 is 2.5mm, and the length is 55mm;
[0038] 3) Spot weld one end of the welding wire 2 intercepted in step 2) on the surface of the weld 1 to be measured. The welding wire used by the welding machine for spot welding is the same material as the intercepted welding wire 2; place the hot end 3 of the armored thermocouple on the In the middle position of the welding wire 2, spot weld the other end of the welding wire 2 on the surface to be measured;
[0039] 4) Perform heat treatment on weld 1;
[0040] 5) After the heat treatment, use a grinder to grind off the spot weld of the welding wire 2, and smooth the surface of the we...
PUM
| Property | Measurement | Unit |
|---|---|---|
| diameter | aaaaa | aaaaa |
| diameter | aaaaa | aaaaa |
| diameter | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More