

Cold rolled quenched ductile steel and preparation method
A technology of ductility and elongation, which is applied in the field of ultra-high-strength steel, can solve the problems of poor product connection, low elongation, and high tensile strength, and achieve performance improvement such as hole expansion and bending, good uniformity and stability, The effect of high strength and high plasticity
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
preparation example Construction
[0073] The following describes the preparation process of the quenched ductile steel of the present application.
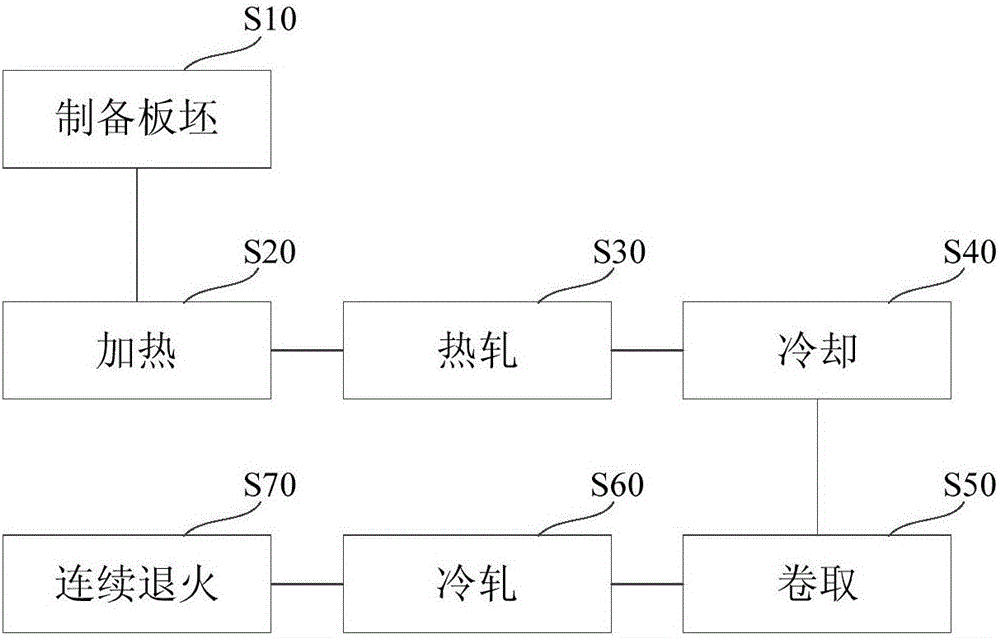
[0074] like figure 1 Shown is a flow chart of the method for preparing cold-rolled and quenched ductile steel according to the embodiment of the present application. see figure 1 , the preparation method of cold-rolled quenched ductile steel according to the embodiment of the present application mainly includes: S10: slab preparation process, S20: heating process, S30: hot rolling process, S40: cooling process, S50: coiling process, S60: cold rolling Process, S70: continuous annealing process. In order to efficiently obtain the cold-rolled and quenched ductile steel of the present application, it is necessary to reasonably control the key parameters in the above process to ensure the ideal microstructure and mechanical properties.
[0075] S10: Prepare a slab, the slab has the chemical composition and its mass percentage described in one of the above embodiment...
Embodiment 1
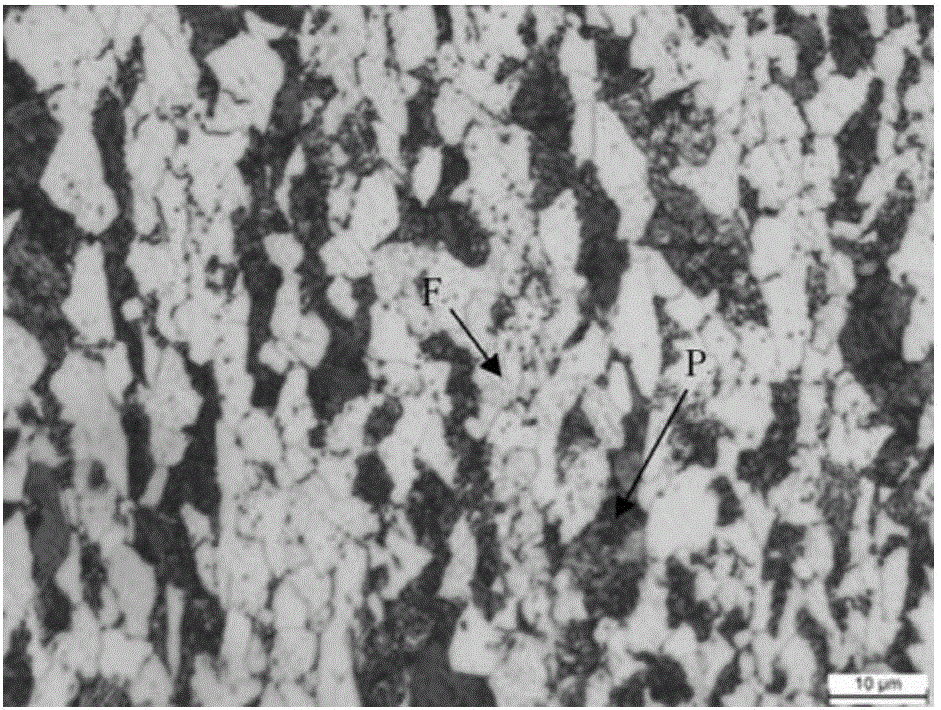
[0101] Firstly, smelting and continuous casting are carried out according to the above composition range, and the composition of the obtained slab is shown in Table 1 below. get as image 3 Hot-rolled metallography / probe microstructure phase diagram of cold-rolled and quenched ductile steel shown.
[0102] The composition of table 1 slab (wt.%)
[0103] C
[0104] The hot rolling process of this embodiment is as follows: a slab with a thickness of 60 mm is heated from room temperature to 1200° C. and kept for 2.5 hours. The hot rolling process is divided into a rough rolling stage and a finish rolling stage. The rough rolling start temperature is 1170°C, the rough rolling finish temperature is 1100°C, and the intermediate plate thickness after rough rolling is 10mm; the finish rolling start temperature is 950°C, and the finish rolling finish The temperature is 850°C. Continuous cooling is adopted after final rolling, the cooling rate is about 30°C / s, and the coilin...
Embodiment 2
[0111] Firstly, smelting and continuous casting are carried out according to the above composition range, and the composition of the obtained slab is shown in Table 3 below. get as Figure 5 Hot-rolled metallography / probe microstructure phase diagram of cold-rolled and quenched ductile steel shown.
[0112] Table 3 Slab Composition (wt.%)
[0113] C
[0114] The hot rolling process of this embodiment is as follows: a slab with a thickness of 60 mm is heated from room temperature to 1200° C. and kept for 2 hours. The hot rolling process is divided into a rough rolling stage and a finish rolling stage. The rough rolling start temperature is 1170°C, the rough rolling finish temperature is 1100°C, and the intermediate plate thickness after rough rolling is 10mm; the finish rolling start temperature is 950°C, and the finish rolling finish The temperature is 880°C. Continuous cooling is adopted after final rolling, the cooling rate is 50°C / s, and the coiling temperature ...
PUM
| Property | Measurement | Unit |
|---|---|---|
| tensile strength | aaaaa | aaaaa |
| yield strength | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More