

A preparation method of wide-width thermoplastic prepreg and hot pressing roll for its preparation
A technology of hot pressing roller and prepreg, applied in the direction of coating, etc., can solve the problems of low operating temperature of hot pressing roller, complicated preparation method, large fiber damage, etc., to achieve small fiber damage, uniform resin distribution, prepreg The effect of stable glue content
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
preparation example Construction
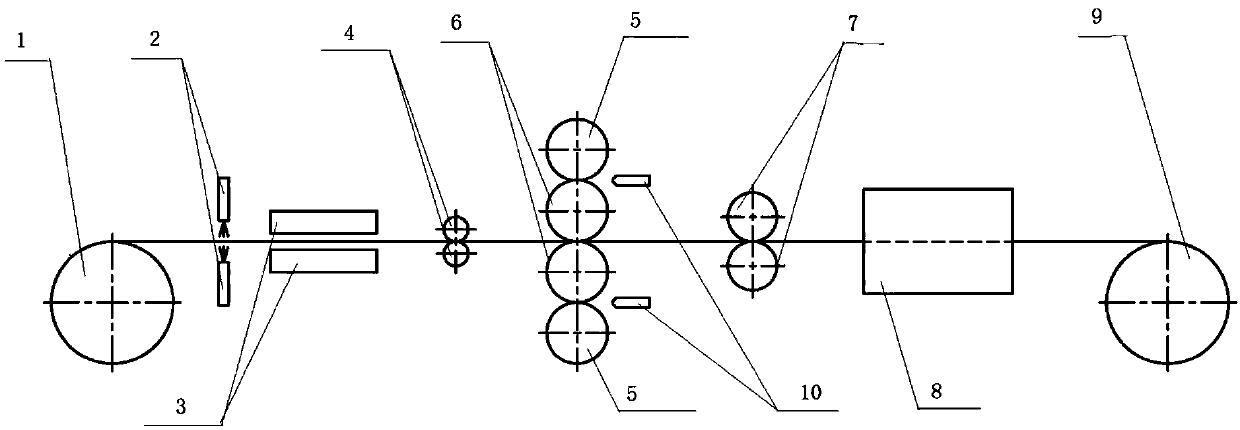
[0029] see figure 1 Shown, a kind of wide width thermoplastic prepreg preparation method of the present invention comprises the following steps:
[0030] S1: pre-install 1-2m fiber cloth on the sand frame 1, and the fiber cloth enters the pre-tension roller 4 through the rinse nozzle 2 and the dryer 3 in turn, and fixes and pre-tensions the fiber cloth;
[0031] S2: The resin extruded by the extrusion die 10 is calendered between the film preparation roll 5 and the hot pressing roll 6 to obtain a resin film with a predetermined thickness and width;
[0032] S3: Adhere the resin film prepared in step S2 to the surface of the hot pressing roller 6, enter the impregnation stage and impregnate the fiber cloth on the pretension roller 4 in step S1, and pass through the cooling positioning roller 7 equipped with deionized water after the impregnation is completed Cooling, trimming by trimmer 8, and finally winding by winder 9 to obtain the required prepreg.
[0033] Specifically: ...
Embodiment 1
[0056] The glass fiber is made of continuous unidirectional glass fiber, and the polyphenylene sulfide is made of low-viscosity polyphenylene sulfide pure material. Spray and wash the fiber cloth with methyl ethyl ketone to remove impurities, bake the fiber with infrared light to remove solvent, set the line speed in the whole set of equipment to 0.5m / s, and set the temperature of film preparation roller 5 and hot pressing roller 6 to 330 ℃, the cooling water flow rate in the hollow shaft of the hot pressing roller 6 is 8L / min, the gap between the film preparation roller 5 and the hot pressing roller 6 is set to 0.051mm, the pressure between the hot pressing rollers is set to 15MPa, and the positioning roller is cooled The flow rate of deionized water in 7 is 15L / min. A prepreg with a glue content of 60% and a good impregnation effect can be prepared. The performance of this prepreg is tested according to GB / T1463-2005, GB 1447-2005 and GB 1449-2005, and compared with the per...
Embodiment 2
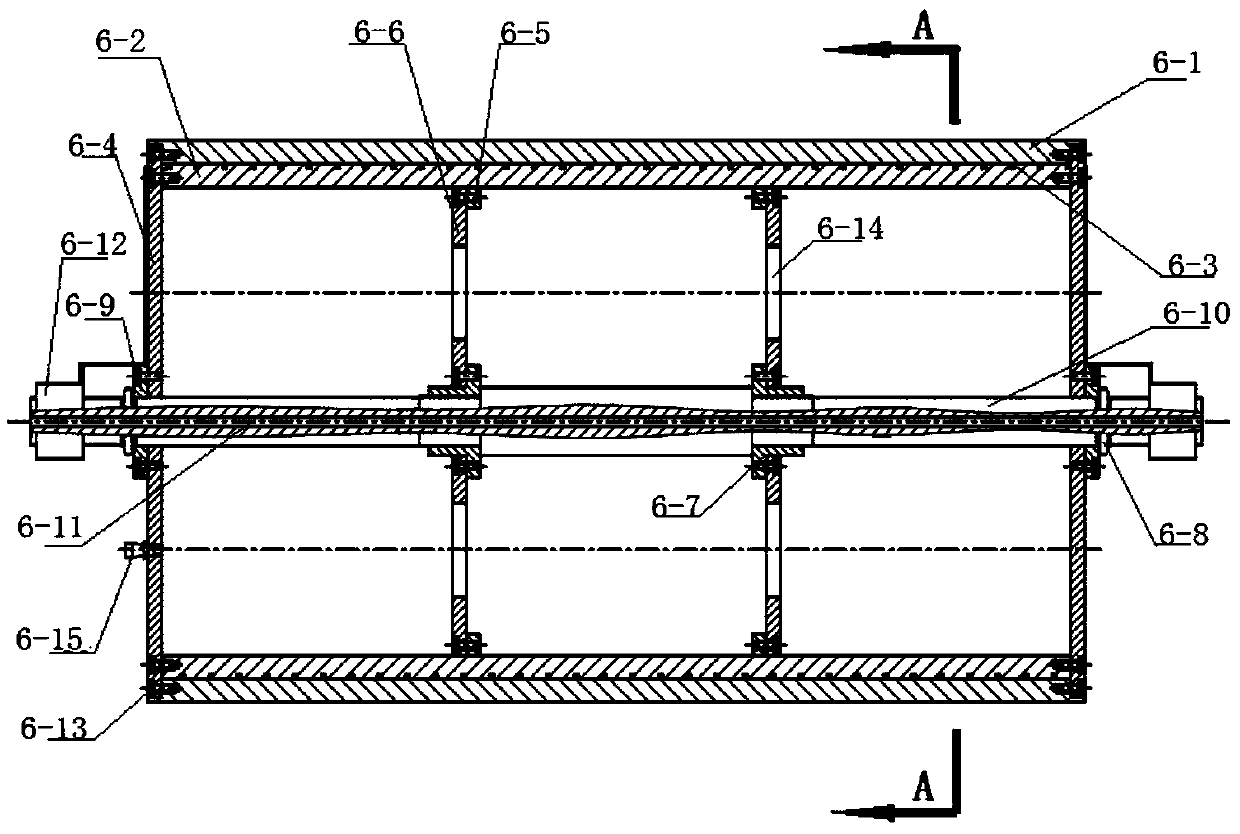
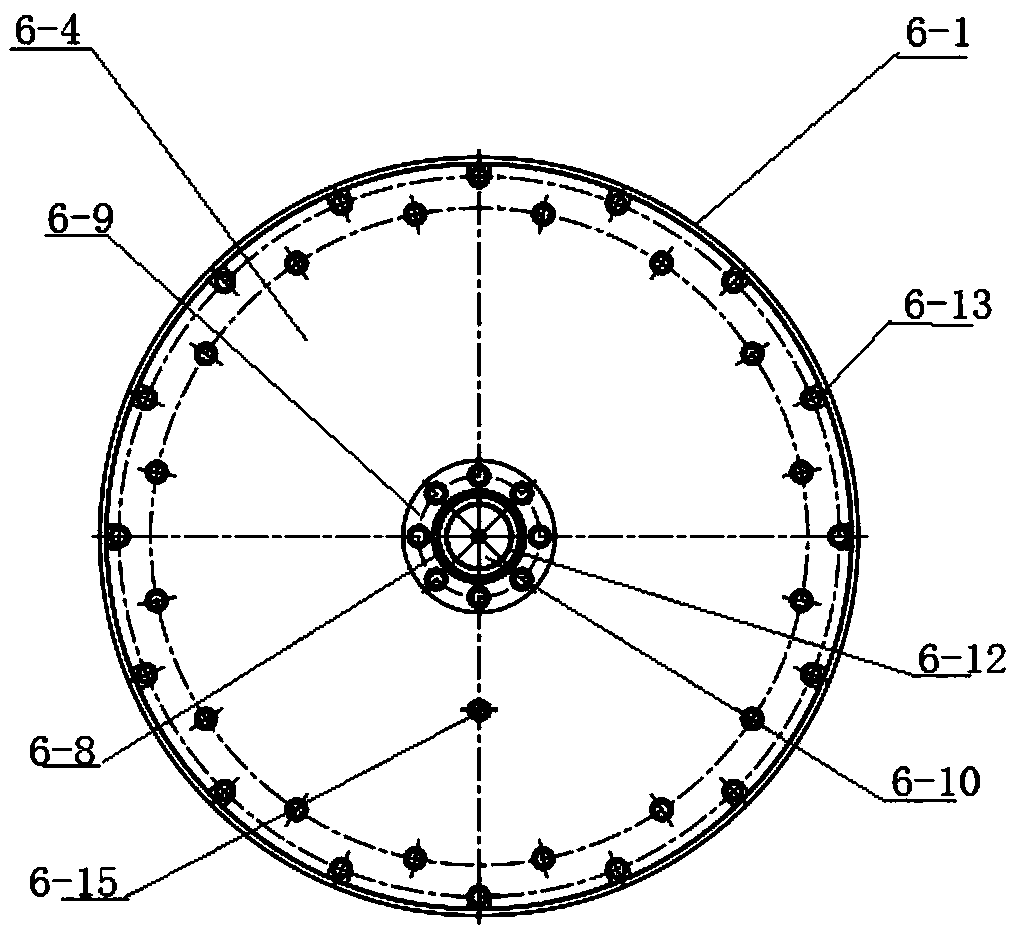
[0066] The prepreg is prepared by using the hot pressing roller of the present invention. When the hot pressing roller needs to be heated to a certain temperature, the heating power supply and the cooling water system of the hollow shaft are turned on in turn. The electric heating wire located in the heating tank 6-3 generates heat, which is conducted to the surface of the hot pressing roller body 1. Since the heating tank 6-3 is evenly distributed in the circumferential direction, it can effectively ensure the uniformity of the surface temperature of the hot pressing roller body 6-1. sex. When the hot pressing roller 6-1 reaches the predetermined temperature, the prepreg is prepared, and the force applied to the surface of the hot pressing roller is evenly transmitted to the reinforcing plate 6-6 and the end baffle 6-4, and then transmitted to the hollow rotating shaft 6- 10. In the temperature range of 300-400°C, the compression deformation of the steel is very small and wi...
PUM
| Property | Measurement | Unit |
|---|---|---|
| length | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More