

Manufacturing process and device for LED plastic pulled-tail bubble shells
A production process and plastic technology, which is applied in the field of LED plastic tail blister production process and equipment, can solve the problems of affecting the aesthetic feeling, softening and deformation of the tip of the tube embryo, and inconvenient transportation, so as to achieve the effect of reducing the dark area
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0043] The present invention will be described in detail below in conjunction with the accompanying drawings and specific embodiments.
[0044] refer to Figure 1 to Figure 8 As shown, a kind of LED plastic tail blister manufacturing process disclosed by the present invention comprises the following steps:
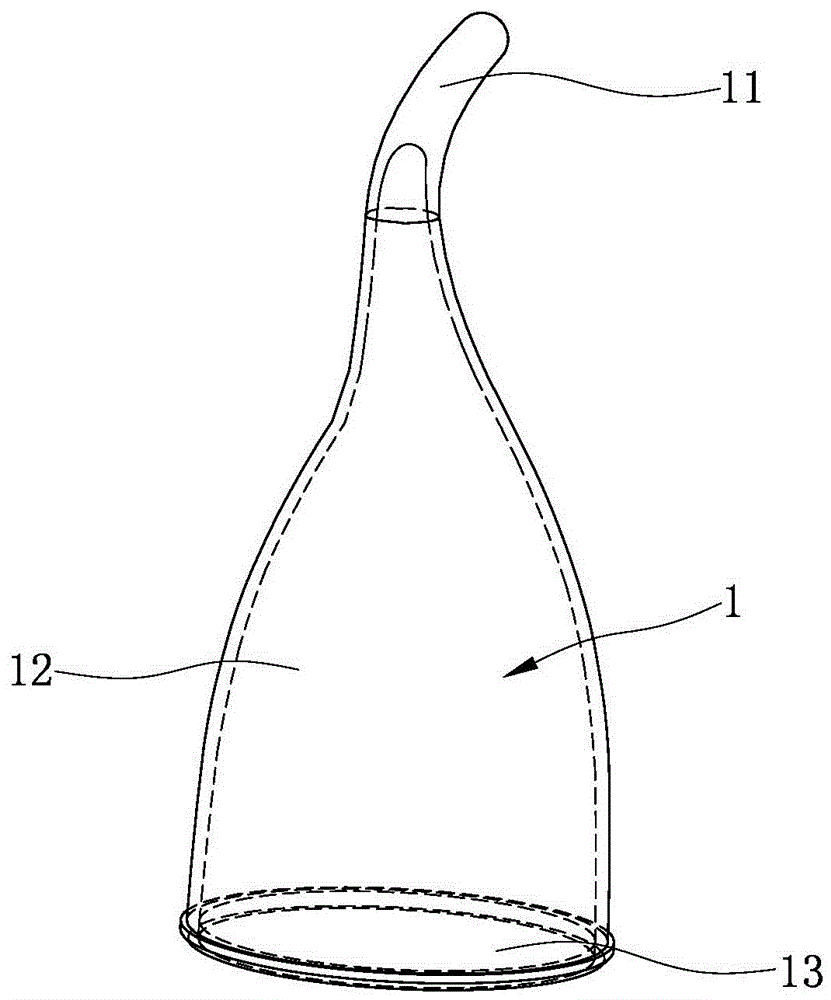
[0045] Step 1, the plastic injection molding tube blank 1 is cooled and shaped, such as figure 1 As shown, a centrally symmetrical area is formed on the tube blank 1. This centrally symmetrical area can ensure that during subsequent blow molding, any angle entering the blank will not cause injury due to pressure from the male and female molds of the supplementary blow mold. The axial width of the centrally symmetrical area is less than 0.5mm, and the centrally symmetrical area is not shown in the figure. The tube embryo 1 is in an "S" shape, simulating the shape of a candle flame.
[0046] Step 2, forming a tip 11 consistent with the shape of the finished product after ...
PUM
| Property | Measurement | Unit |
|---|---|---|
| width | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More