Secondary cooling method and device of high-speed small square billet or small round billet continuous casting machine
A secondary cooling, round billet continuous casting technology, applied in the field of metallurgical continuous casting, can solve the problems of insufficient cooling strength, poor uniformity, bulging deformation, etc., and achieve the effect of solving large bulging deformation, wide market and application prospects.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
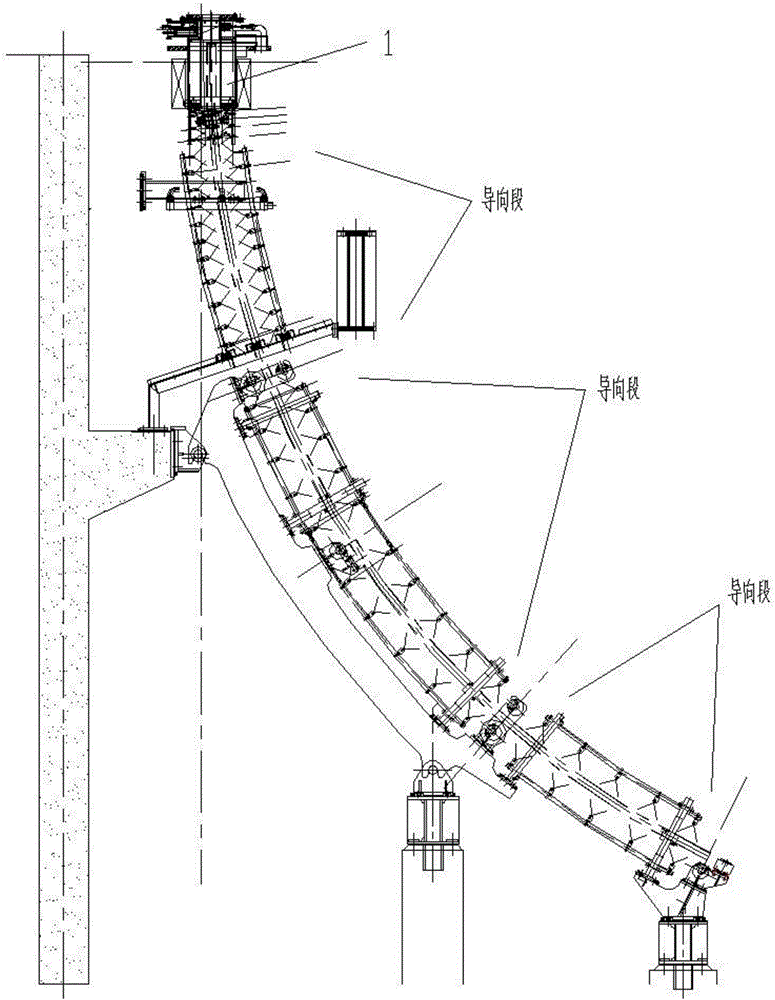
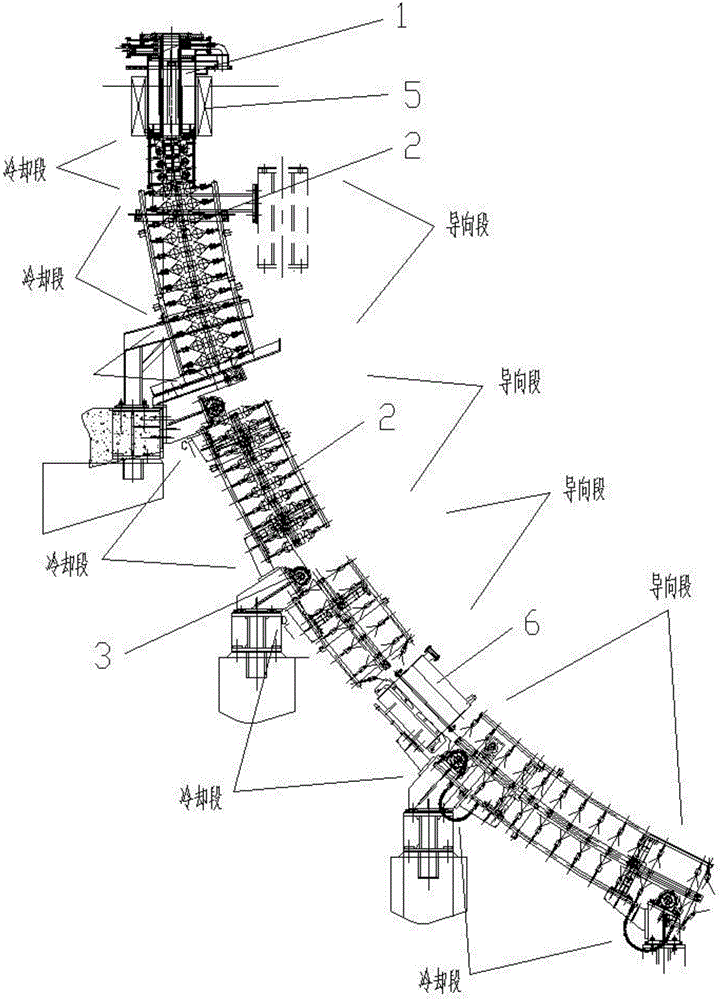
[0024] A secondary cooling method and device for a high-speed billet continuous casting machine. The molten steel is solidified and shrunk in the crystallizer 1 to form a square billet. The inside of the billet is filled with molten steel and the surface forms a thin billet shell, and then enters the secondary cooling zone. The internal molten steel is completely transformed from a liquid state to a solid state to form a solid billet; the cross-sectional specification of the billet is 100-250mm×100-250mm, and the casting speed is controlled at 2.5-8m / min.
[0025] 1) Divide the secondary cooling zone into four guide sections along the pouring direction to support and guide the slab. The first two guide sections located at the front end and connected to the crystallizer adopt a structure of small roll diameter close-packed rolls 2. The inner arc, outer arc, and left and right sides of the slab are supported and guided to effectively reduce the bulging deformation of the slab, an...
Embodiment 2
[0031] A secondary cooling method and device for a high-speed small round billet continuous casting machine. The molten steel solidifies and shrinks in a crystallizer to form a round casting billet. The inside of the billet is filled with molten steel and the surface forms a thin billet shell. The internal molten steel is completely transformed from liquid to solid to form a solid billet; the cross-sectional specification of the billet is 100-250mm, and the casting speed is controlled at 2.5-8m / min.
[0032] 1) Divide the secondary cooling zone into four guide sections along the pouring direction to support and guide the slab. The first guide section located at the front end and connected to the crystallizer adopts a structure of small roll diameter close-packed rollers to guide the slab. The inner arc, outer arc, and left and right sides are supported and guided to effectively reduce the bulging deformation of the slab, and the remaining three guide sections adopt a single-rol...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More