

Hot rolling process for aluminum alloy for anodic oxidation
An anodizing and aluminum alloy technology, applied in metal rolling and other directions, can solve the problems of stagnant pace and increased investment risk of 1090 high-end anodized materials, achieving significant economic benefits, obvious product market competitiveness, and low production costs. Effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0031] Example 1 Hot rolling of aluminum alloy (soft state) product for anodic oxidation
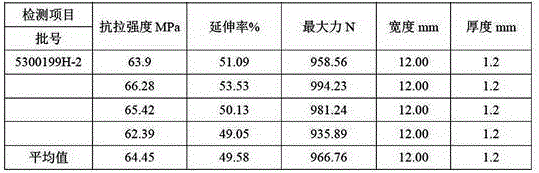
[0032] The hot-rolling equipment adopts domestic common single-stand hot-rolling mill. First, the soft 1090 aluminum alloy ingot (purity 99.90%) is homogenized at 450°C at low temperature. After holding for 8 hours, the low-temperature start rolling is carried out at 410-430°C. In the 17th pass, the temperature of the slab dropped to 350-370°C. At this time, a small reduction with a reduction rate of 7% was carried out, followed by an ultra-high reduction with a reduction rate of 45% in the 18th pass. Reduction; then continue to adopt the principle of equal reduction distribution for rolling, and control the speed in the 21st, 22nd and 23rd passes, and accurately control the temperature of the hot-rolled finished product within a specific range of 235-250°C. Under this thermal processing process, the elongation rate of the product can reach a level of ≥40%, and the product performance i...
Embodiment 2
[0035] Example 2 Hot rolling of aluminum alloy (hard state) products for anodic oxidation
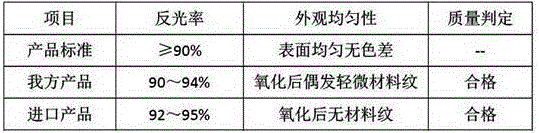
[0036] The hot-rolling equipment adopts domestic common single-stand hot-rolling mill. First, the hard 1090 aluminum alloy ingot (purity 99.90%) is homogenized at 490°C at low temperature, and after holding for 8 hours, it is rolled at 440-460°C at a low temperature. In the 17th pass, the temperature of the slab dropped to 370-390°C. At this time, a small reduction with a reduction rate of 7% was performed, followed by an overpressure with a reduction rate of 45% in the following 18 passes. Then continue to adopt the distribution principle of equal reduction for plate and strip rolling, and control the rolling speed during the 21st, 22nd and 23rd three-pass rolling process, and accurately control the hot rolling finish temperature at 250~ 270°C range. Under this hot rolling process, the lightness and brightness of the final product after mirror rolling and anodizing can reach a level ...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More