

Cement-based composite material for powder-bonding three-dimensional (3D) printing, and powder-bonding 3D printing method applying cement-based composite material
A 3D printing and composite material technology, applied in the field of inorganic materials, can solve problems such as difficult uniform distribution, inappropriateness, mismatching hardening speed, etc.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image


Examples
Embodiment 1
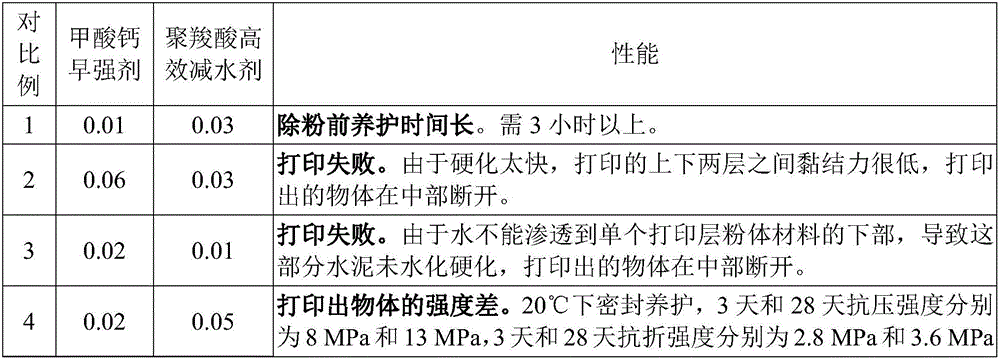
[0060] The weight ratio of Portland cement, silica fume, calcium sulfoaluminate expansion agent, water, calcium formate early strength agent, and polycarboxylate superplasticizer is 1:0.07:0.05:0.26:0.02:0.03. This material is suitable for printing objects with high precision and high strength.
[0061] Add the weighed Portland cement, silica fume, calcium sulfoaluminate expansion agent, and calcium formate early strength agent into the ball mill, and mix for 15 minutes to make a uniform powder material. Using a 3D printer, first spread a layer of 0.5mm thick powder material evenly, and then spray water in the preset area of the powder material layer in proportion; repeat the above process to carry out molding.
[0062]At a room temperature of 15°C to 30°C, the printed object can be hardened within 0.5 hours after printing, and has sufficient strength for powder removal. Sealed and cured at 20°C, the compressive strengths at 3 days and 28 days were 58MPa and 127MPa, and the...
Embodiment 2
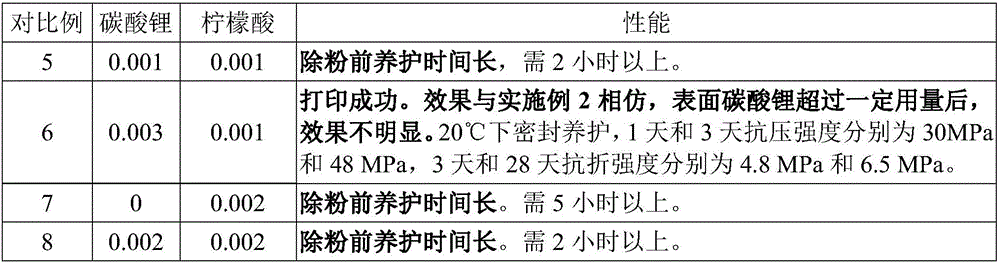
[0066] The weight ratio of high belite sulfoaluminate cement, limestone powder, water, lithium carbonate and citric acid is 1:0.25:0.5:0.002:0.001. This material is suitable for printing objects with high precision and fast forming.
[0067] Add the weighed high belite sulfoaluminate cement, limestone powder, lithium carbonate, and citric acid into the ball mill, and mix for 15 minutes to make a uniform powder material. Using a 3D printer, first spread a layer of 0.5mm thick powder material evenly, and then spray water in the preset area of the powder material layer in proportion; repeat the above process to carry out molding.
[0068] At a room temperature of 15°C to 30°C, the printed object can be hardened within 20 minutes after printing, and has enough strength to remove powder. Sealed and cured at 20°C, the 1-day and 3-day compressive strengths were 29MPa and 51MPa, respectively, and the 3-day and 28-day flexural strengths were 4.9MPa and 7.1MPa, respectively.
Embodiment 3
[0072] The weight ratio of Portland cement, sulfoaluminate cement, granulated blast furnace slag powder, water, styrene-butadiene latex, and polycarboxylate superplasticizer is 1:0.05:0.45:0.26:0.22:0.01, and the weight ratio of styrene-butadiene latex The solid content is 50%. This material is suitable for objects with high printing accuracy and high deformation requirements.
[0073] Add the weighed portland cement, sulphoaluminate cement, and granulated blast furnace slag powder into the ball mill, and mix for 15 minutes to make a uniform powder material. Add the weighed styrene-butadiene latex into water and stir for 5 minutes to make a uniform liquid phase material. Using a 3D printer, first spread a layer of 0.5mm thick powder material evenly, and then spray the liquid phase material in the preset area of the powder material layer in proportion; repeat the above process to carry out molding.
[0074] After printing, it was sealed and cured at 20°C. The compressive st...
PUM
| Property | Measurement | Unit |
|---|---|---|
| diameter | aaaaa | aaaaa |
| diameter | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More