

Cold-forging forming process for energy accumulator tank forging and reverse extrusion die
A forming process and accumulator technology, applied in the direction of metal extrusion dies, etc., can solve the problems of frequent replacement, upsetting, affecting product quality, etc., and achieve the effect of ensuring the quality of finished products and saving production costs
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0043] In order to make the above objects, features and advantages of the present invention more comprehensible, the present invention will be further described in detail below in conjunction with the accompanying drawings and specific embodiments.
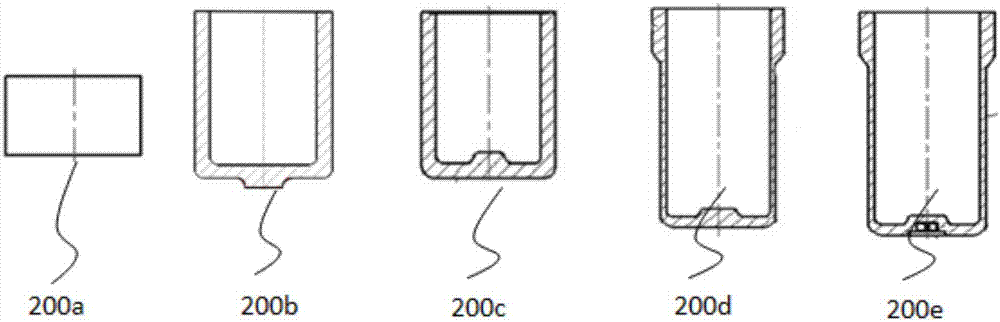
[0044] Please refer to image 3 , in a specific embodiment, the accumulator tank forging cold forging process provided by the present invention includes the following steps:
[0045] 1. Blanking: Take 20CrMnTi round steel and saw and cut it to form a rod-shaped blank 200a.
[0046] 2. The first spheroidizing annealing: use the annealing furnace to heat the rod-shaped billet 200a to a certain temperature for spheroidizing annealing, so as to reduce the hardness of the billet, achieve the purpose of softening the billet, and facilitate subsequent processes.
[0047] 3. Machining blanks: using a lathe to remove scale, micro-cracks and rust on the surface of the softened rod-shaped blank 200a to obtain a high-quality rod-shaped blank 2...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More