

Welding technology for valve body circumferential weld
A welding process and valve body technology, applied in the field of submerged arc welding, can solve problems such as difficult manufacturing and difficult repair
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
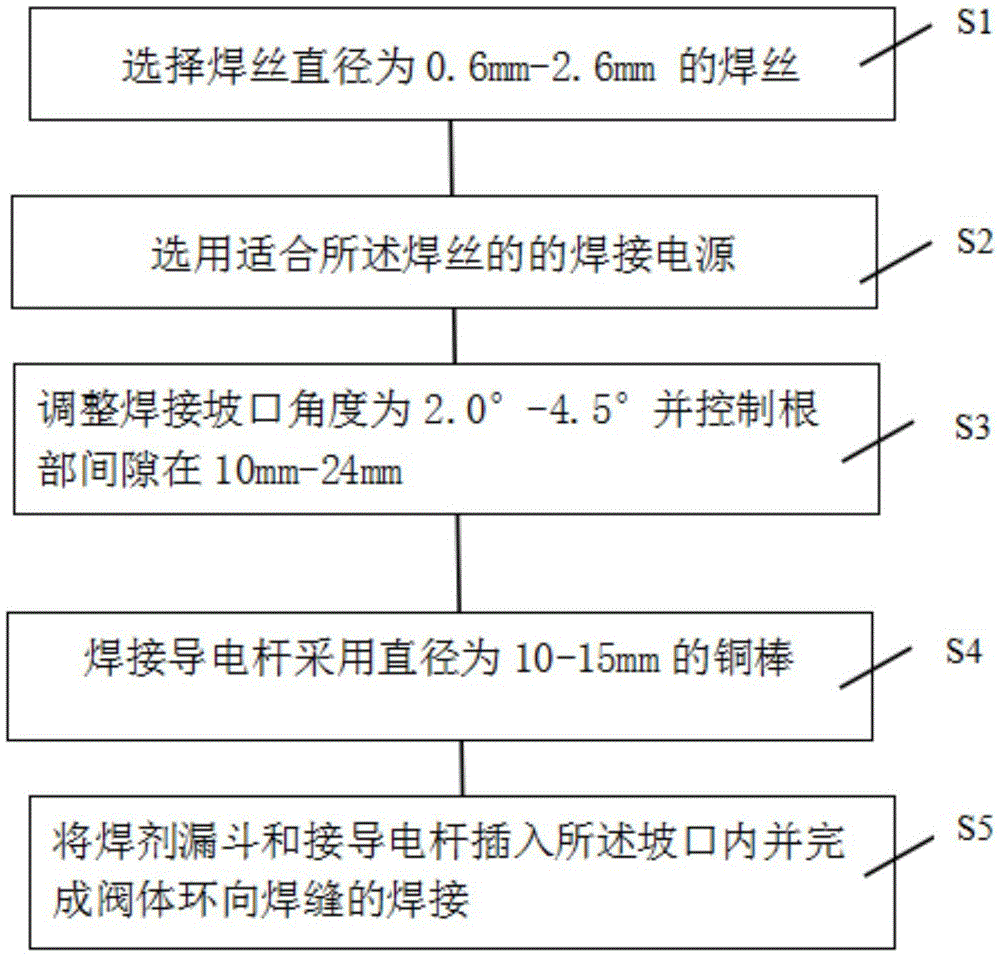
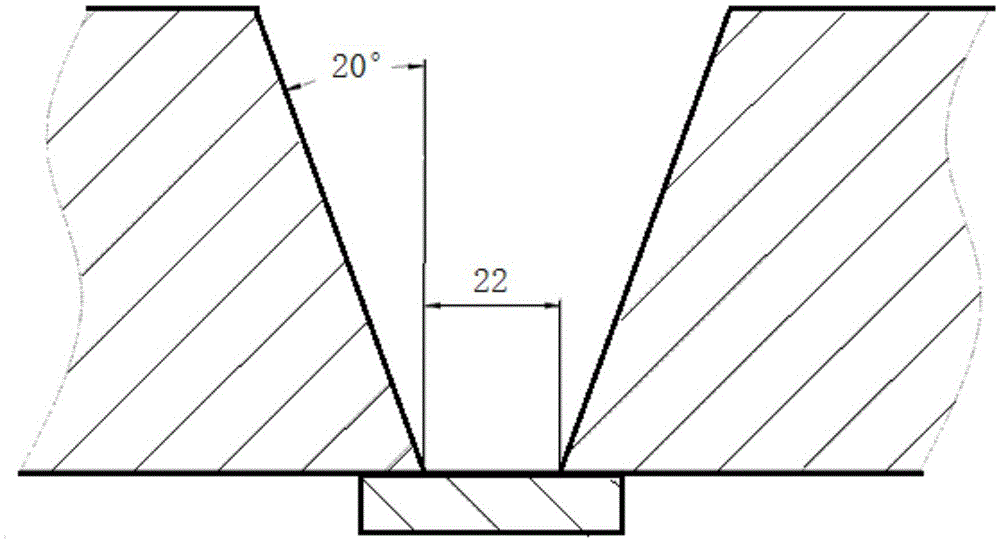
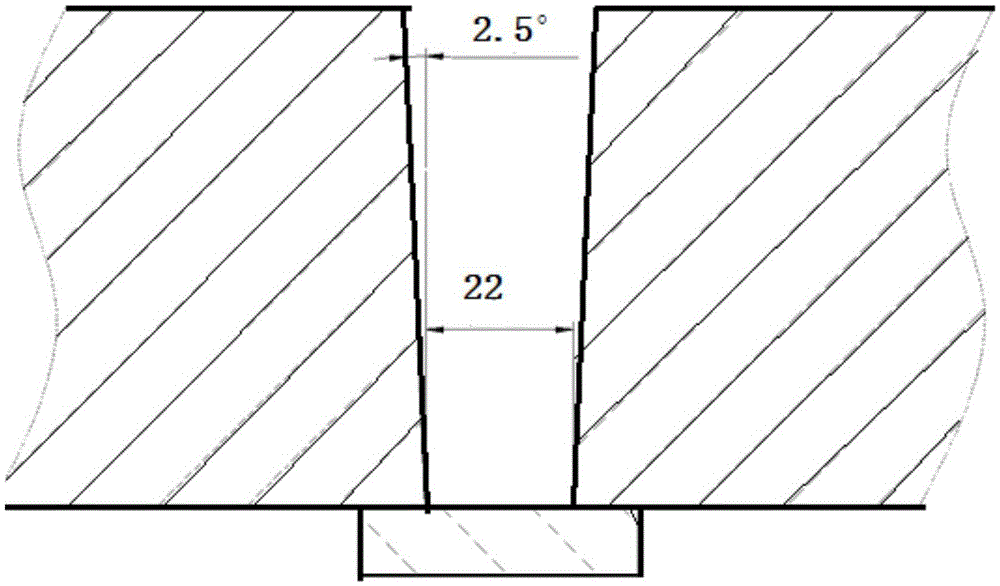
[0041] refer to figure 1 As shown, the welding process of a valve body circumferential weld seam provided by the present invention is specifically one A thin wire, narrow gap groove valve body circumferential submerged arc welding process, comprising the following steps: Step S1: Select welding wire with a diameter of 0.6mm-2.6mm, while ordinary submerged arc welding and narrow gap submerged arc welding The diameter of the welding wire is generally ≥Φ4.0mm, preferably Φ1.6mm in the present invention, the purpose of which is to reduce the heat input per unit length of the circumferential weld. Step S2: Select a welding power source suitable for the welding wire described above, and select a Lincoln (DC600) welding power source suitable for small wires with a duty cycle of 100% to ensure the stability of the welding arc under the condition of continuous welding with small currents combustion. Step S3: Adjust the welding groove angle to 2.0°-4.5° and control the root gap to 10...
PUM
| Property | Measurement | Unit |
|---|---|---|
| diameter | aaaaa | aaaaa |
| diameter | aaaaa | aaaaa |
| diameter | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More