

A kind of preparation method of air cargo ultra-wide aluminum alloy sheet
A technology for aluminum alloy and aluminum alloy ingots, applied in the field of alloy materials, can solve the problems of increased production processes, long production cycle, reduced surface quality, etc., and achieve the effects of reduced preparation processes, improved production efficiency, and high dimensional accuracy
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
preparation example Construction
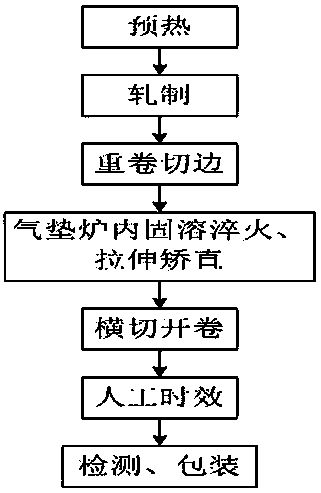
[0026] A kind of preparation method of air cargo ultra-wide aluminum alloy thin plate, its technological process is as follows figure 1 shown, including the following steps:
[0027] S1: Preheat the aluminum alloy ingot at 460-480°C for 5-15 hours. The target composition of the aluminum alloy ingot includes the following raw materials in weight percentage: Si≤0.50, Fe≤0.50, Cu 0.10-2.25, Mn≤0.30, Mg 1.0-2.9, Cr0.01-0.28, Zn 5.0-6.1, Ti 0.001-0.20, Zr≤0.18, the balance is Al and unavoidable impurities. The specification of the aluminum alloy ingot is 590mm in thickness and 1600mm in width.
[0028] S2: rolling the aluminum alloy ingot obtained in step S1 to obtain a coil. When rolling, the aluminum alloy ingot is first rolled horizontally to 1700~2900mm, with a width of 100~1300mm, then longitudinally rolled to a thickness of 0.8~4.0mm, and trimmed to 80~100mm. The cross rolling is divided into 5~18 passes, the reduction in each pass is 4%~18%, and the rolling speed is 1.2~...
Embodiment 1
[0035] When producing hard aluminum alloy plates with a thickness of 0.8mm, a width of 2700mm, and a length of 3000mm, the process is as follows:
[0036] Select an aluminum alloy slab that meets the composition requirements, and the target composition of the aluminum alloy slab includes the following raw materials in weight percentage: Si≤0.50, Fe≤0.50, Cu 0.10-2.25, Mn≤0.30, Mg 1.0-2.9, Cr 0.01-0.28, Zn5.0-6.1, Ti 0.001-0.20, Zr≤0.18, the balance is Al and unavoidable impurities. After the aluminum alloy slab is preheated at 460°C / 15h, it is first cross-rolled, and the cross-rolling is divided into 18 passes, the reduction of each pass is 4%~18%, and the rolling speed is 1.2m / s , when rolling, the width reaches 1300mm, the width reaches 2900mm, the longitudinal rolling reaches the thickness of the finished product 0.8mm, the edge trimming is 100mm, and the width is 2800mm.
[0037] After recoil cleaning and edge trimming of 40mm, the coiled material enters the air cushion t...
Embodiment 2
[0042] When producing hard aluminum alloy plates with a thickness of 4mm, a width of 1500mm and a length of 3500mm, the process is as follows:
[0043] Select an aluminum alloy slab that meets the composition requirements, and the target composition of the aluminum alloy slab includes the following raw materials in weight percentage: Si≤0.50, Fe≤0.50, Cu 1.0-2.0, Mn≤0.30, Mg 1.5-2.5, Cr 0.10-0.20, Zn5.5-6.0, Ti 0.005-0.15, Zr≤0.18, the balance is Al and unavoidable impurities. After the aluminum alloy slab is preheated at 480°C / 5h, it is first cross-rolled, and the cross-rolling is divided into 5 passes, the reduction of each pass is 4%~10%, and the rolling speed is 1.6m / s , the width during rolling is 200mm, and the width is 1700mm, and then longitudinally rolled to a finished coil with a thickness of 4mm, trimming 100mm, and a width of 1600mm.
[0044] After recoil cleaning and edge trimming of 60mm, the coiled material enters the air cushion type continuous heat treatment un...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
| width | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More