

Nickel-based double-metal composite pipe all-position automatic welding method
A bimetallic composite pipe, automatic welding technology, applied in welding equipment, metal processing, metal processing equipment and other directions, can solve the problems of double the cost of stainless steel composite pipe, high processing cost of J-shaped groove, low welding efficiency, etc. Improve the deposition efficiency, reduce the cost and efficiency of welding consumables, and ensure the effect of construction quality
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0039] Embodiment 1: Taking the all-position automatic welding of N08825 / L360 nickel-based composite pipe with a specification of Φ219×(10+3)mm as an example, an example will be described.
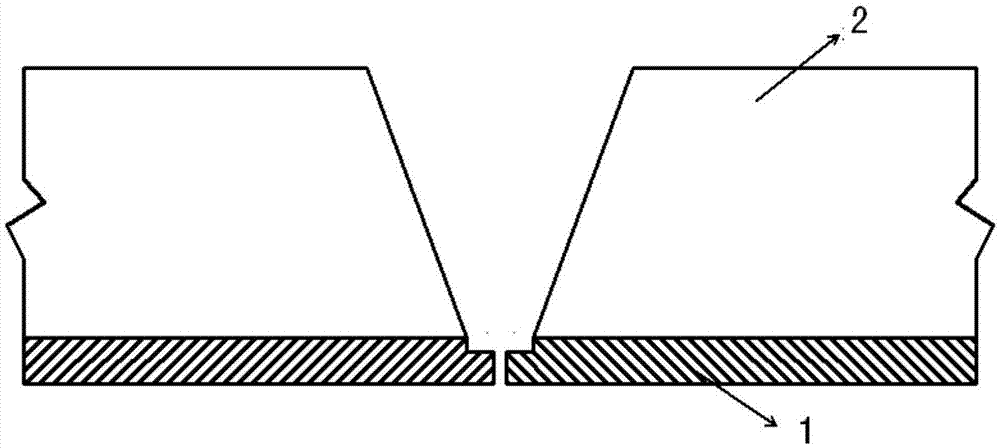
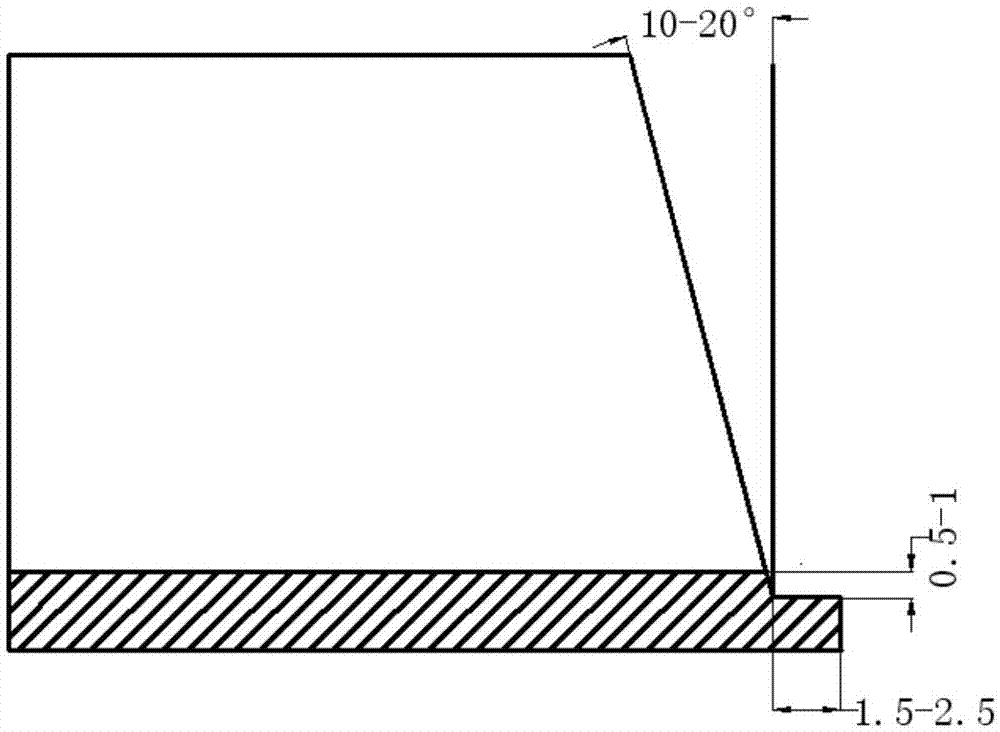
[0040] (1) Preparation before welding and groove type
[0041] Before processing the bevel, the two pipe ends are rounded or the diameter of the pipe end is expanded, which can ensure that the accuracy of the bevel processing will not be adversely affected by the ovality of the composite pipe. Use the welding trolley track matched with Φ219mm and the inner counterpart of the pipe end to ensure that the error of the butt joint is less than 0.5mm and the gap is 1mm. Process the end of the composite pipe into such figure 2 For the groove processing shown, the groove angle on one side of the base groove is 15°, the width of the platform on one side of the cladding groove is 2mm, and the thickness of the blunt side of the cladding groove is 2mm. Before welding, the groove (especially the cla...
PUM
| Property | Measurement | Unit |
|---|---|---|
| width | aaaaa | aaaaa |
| diameter | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More