

Base plate and doubling plate expansion method in explosion welding of large-thickness oxygen-free copper doubling plate
An explosive welding and oxygen-free copper technology, which is applied in welding equipment, non-electric welding equipment, metal processing equipment, etc., can solve the problems of high cost, low welding strength, and complicated equipment, so as to improve utilization rate, reliable welding, and eliminate blindness effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0037] The cladding plate is a C10100 oxygen-free copper plate with a size of 1800mm×1000mm×23mm, and the substrate is a 316L stainless steel plate with a size of 1800mm×1000mm×90mm.
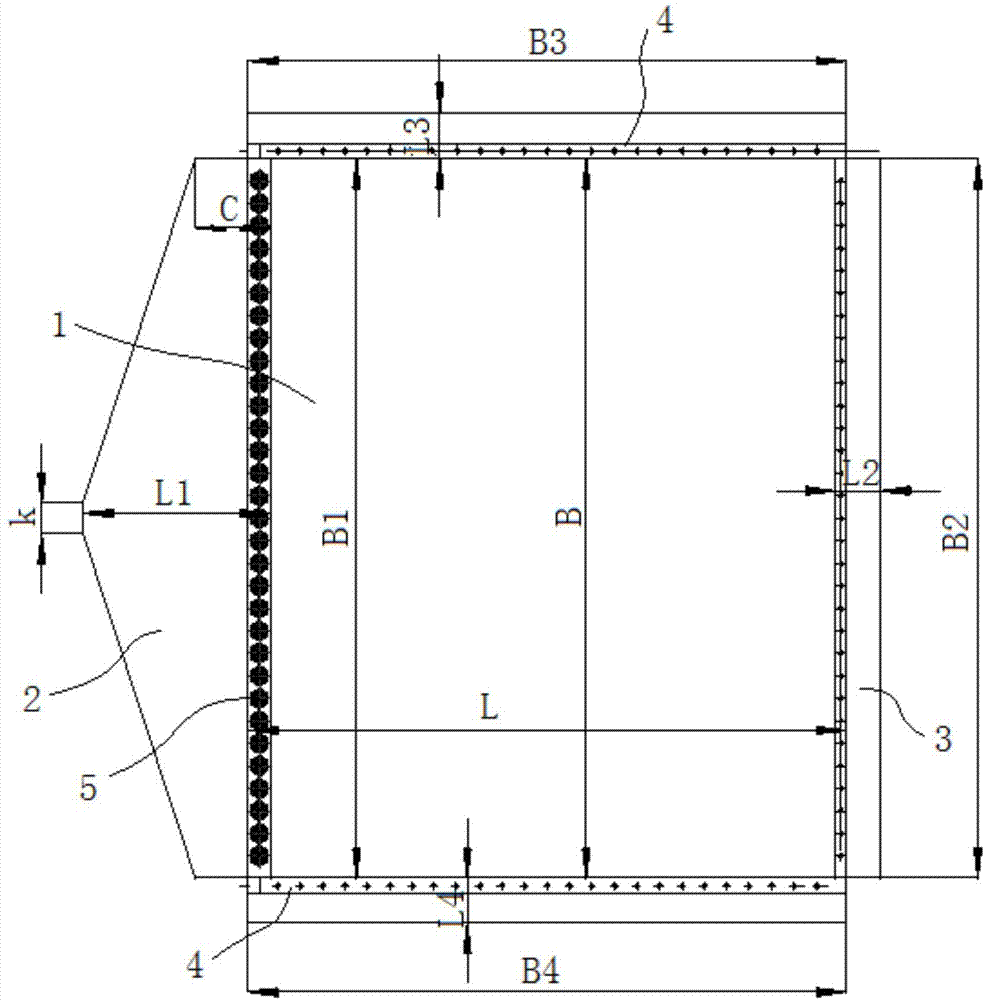
[0038] 1) An extension plate is only added at the initiation end of the cladding plate, and the shape of the extension plate is as follows: figure 1 As shown, the material of the extension board is Q235, the length is 250mm, the width is the same as that of the cladding board, and the thickness is 23mm. The bolts are M16 bolts, the number is 5, and the explosive welding is carried out. The result shows that the welding rate is about 70%. The main dead zone occurs at the ends and both sides.
[0039] 2) The extension plate at the initiation end and the bolts used are the same as above, the width of the extension plate at the end is equal to the width of the cladding plate, and the length is 30mm. The length of the extension board on both sides is equal to the length of the cladding board, and ...
Embodiment 2
[0042] The cladding plate is a C10100 oxygen-free copper plate with a size of 1800mm×1000mm×15mm, and the substrate is a 316L stainless steel plate with a size of 1800mm×1000mm×45mm.
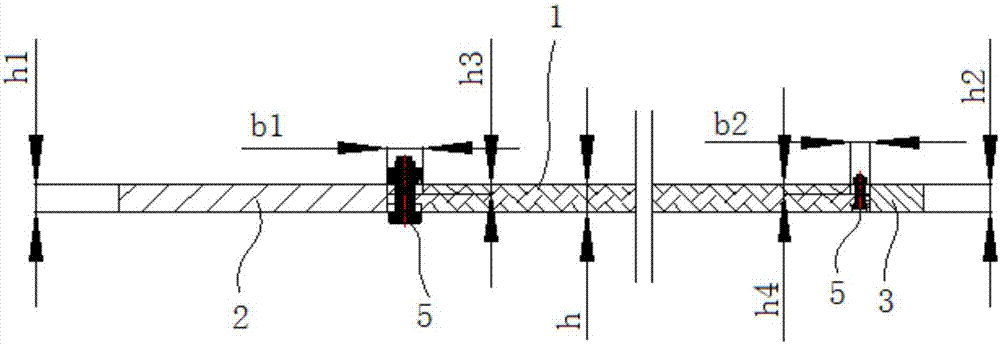
[0043] An extension plate is attached to the initiation end of the cladding plate, and the shape of the extension plate is as follows figure 1 As shown, the material of the extension board is Q235, the length is 220mm, the width is the same as that of the cladding board, and the thickness is 15mm. The bolts are M12 bolts with a pitch of 22mm. The width of the extension board at the end is equal to the width of the cladding board, and the length is 25mm. The length of the extension plate on both sides is equal to the length of the cladding plate, and the width is equal to 25mm; the bolts at the end and on both sides are M4 bolts with a pitch of 8mm.
[0044] Welding method is used to add extension boards with a thickness of 30mm and the same shape, length and width as the cladding extension bo...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
| length | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More