

Preparation method of large-sized Al-Mg-Si-Mn alloy tube for textile equipment
A textile equipment, al-mg-si-mn technology, applied in the field of preparation of large-scale Al-Mg-Si-Mn alloy pipes for textile equipment, can solve the problems of unstable online quenching performance, offline quenching deformation, etc., to achieve The effect of fine process control, fast cooling rate and better mechanical properties
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image


Examples
Embodiment 1
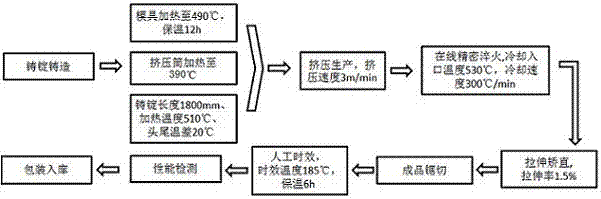
[0031] A kind of preparation method of large-scale Al-Mg-Si-Mn alloy pipe material for textile equipment, such as figure 1 shown, including the following steps:
[0032] (1) Casting ingots, the cast alloy is large-scale Al-Mg-Si-Mn alloy ingots, the outer diameter of the round tube of large-scale Al-Mg-Si-Mn alloy ingots is Ø400mm, and the wall thickness is 15mm; The composition and weight percentage of Al-Mg-Si-Mn alloy ingot are: Mg is 0.98%, Si is 0.95%, Mn is 0.46%, Fe is 0.15%, Cr is 0.05%, Zn is 0.03%, Cu is 0.03%, Ti is 0.03%, V is 0.02, and the rest is Al;
[0033] (2) Mold heating: heat the mold to 490°C in a heating furnace and keep it warm for 12 hours;
[0034] (3) Extrusion cylinder heating: heat the extrusion cylinder, and control the temperature of the extrusion cylinder at 390°C;
[0035] (4) Ingot heating: Heating the ingot with a length of 1800mm, adopting the gradient heating method, the temperature difference between the head and the tail is 20°C, and th...
Embodiment 2
[0046] A method for preparing large-scale Al-Mg-Si-Mn alloy pipes for textile equipment, comprising the following steps:
[0047] (1) Casting ingots, the cast alloy is large-scale Al-Mg-Si-Mn alloy ingots, the outer diameter of the round tube of large-scale Al-Mg-Si-Mn alloy ingots is Ø300mm, and the wall thickness is 8mm; The composition and weight percentage of Al-Mg-Si-Mn alloy ingot are: Mg is 0.7%, Si is 0.8%, Mn is 0.4%, Fe is 0.15%, Cr is 0.05%, Zn is 0.03%, Cu is 0.03%, Ti is 0.03%, V is 0.02, and the rest is Al;
[0048] (2) Mold heating: heat the mold to 465°C in a heating furnace and keep it warm for 12 hours;
[0049] (3) Extrusion cylinder heating: heat the extrusion cylinder, and control the temperature of the extrusion cylinder at 300°C;
[0050](4) Ingot heating: Heating the ingot with a length of 600mm, adopting the gradient heating method, the temperature difference between the head and the tail is 6°C, and the heating temperature of the ingot in the heatin...
Embodiment 3
[0061] A method for preparing large-scale Al-Mg-Si-Mn alloy pipes for textile equipment, comprising the following steps:
[0062] (1) Casting ingots, the alloys cast are large-scale Al-Mg-Si-Mn alloy ingots, the outer diameter of the round tube of large-scale Al-Mg-Si-Mn alloy ingots is Ø500mm, and the wall thickness is 30mm; The composition and weight percentage of Al-Mg-Si-Mn alloy ingot are: Mg is 1.1%, Si is 1.2%, Mn is 0.5%, Fe is 0.15%, Cr is 0.05%, Zn is 0.03%, Cu is 0.03%, Ti is 0.03%, V is 0.02, and the rest is Al;
[0063] (2) Mold heating: heat the mold to 520°C in a heating furnace and keep it warm for 12 hours;
[0064] (3) Extrusion cylinder heating: heat the extrusion cylinder, and control the temperature of the extrusion cylinder at 395°C;
[0065] (4) Ingot heating: Heating the ingot with a length of 1800mm, adopting the gradient heating method, the temperature difference between the head and the tail is 50°C, and the heating temperature of the ingot in the ...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
| length | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More