

A method for rotary extrusion forming of light alloy cup-shaped parts
A technology for extrusion forming and cup-shaped parts, applied in the direction of metal extrusion dies, etc., can solve the problems of easy folding or cracks, poor forming effect, etc., to reduce performance anisotropy, enhance deformation strengthening effect, and large plasticity The effect of strain
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment
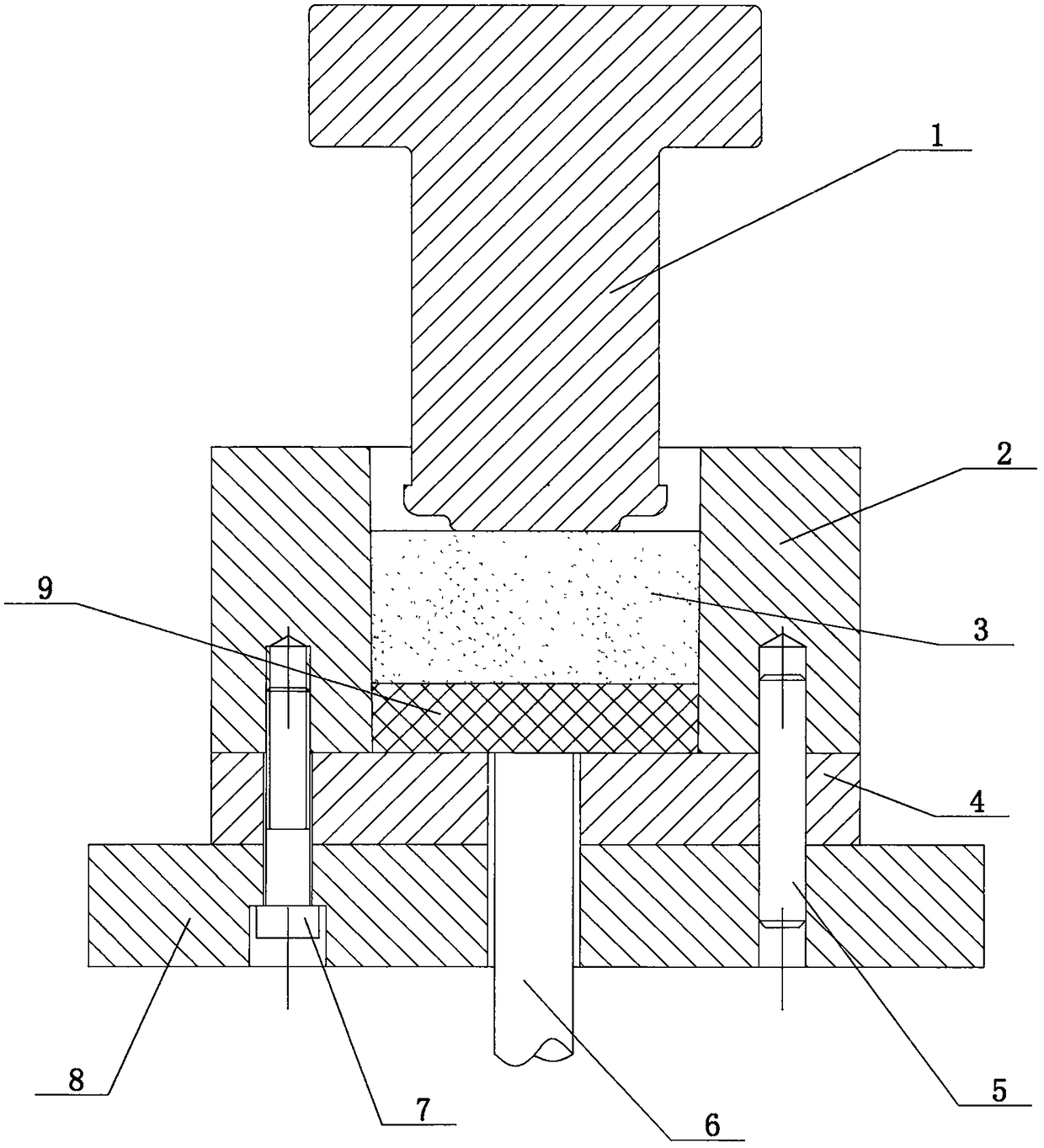
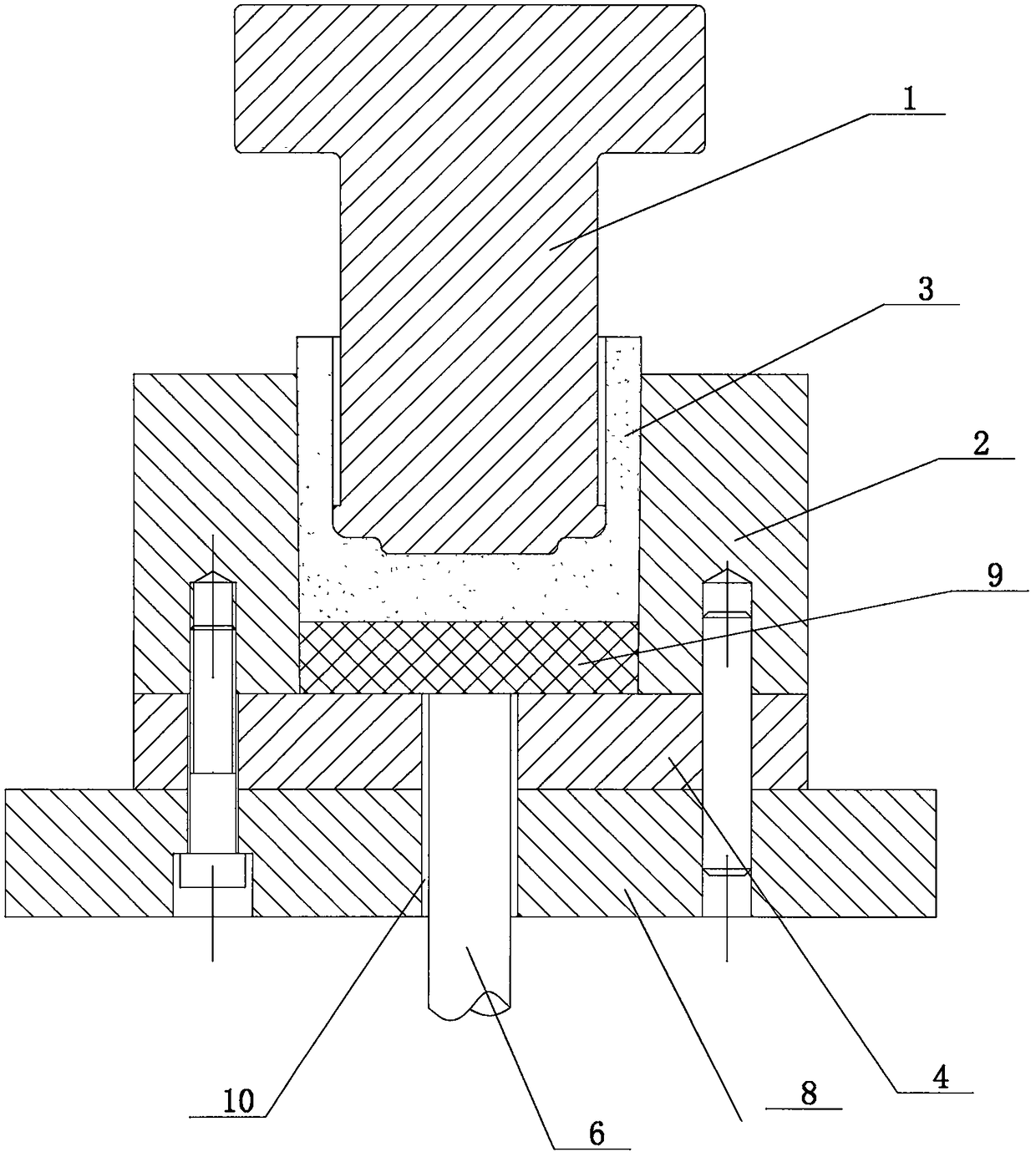
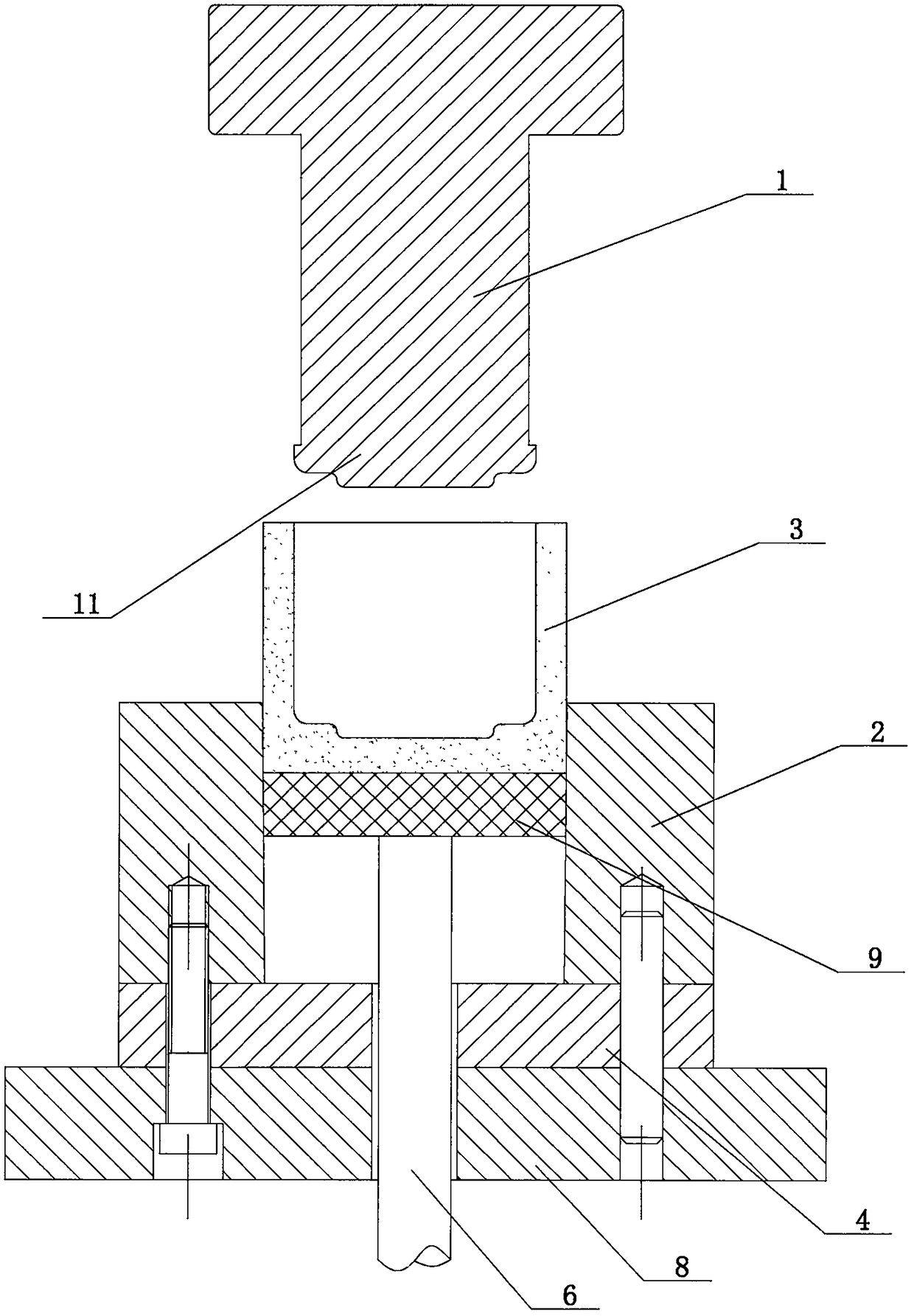
[0041] A 7075 aluminum alloy cup-shaped piece with an outer diameter of 200mm and an inner diameter of 170mm is prepared from a cylindrical solid blank as a specific example, and a method for rotating extrusion forming of a light alloy cup-shaped piece with a "fan leaf"-shaped structure boss mold surface is introduced in detail. .
[0042] The specific process size of the mold parts adopted in the embodiment is as follows: see Figure 7 As shown, the diameter D1 of the working belt 13 of the punch 1 is 170mm, the chamfer R1 at the bottom of the working belt 13 is 10°, the thickness H1 of the working belt 13 is 20mm, and the inclination α0 of the "fan blade"-shaped boss 14 is 30°. The rounded corner R0 at the bottom of the leaf "shaped boss 14 is 5°; see Figure 5 , 7 As shown, R4=D1 / 2=85mm, L0=L1 / 2=15mm, R3=55mm; refer to Figure 8 As shown, the height of the forming die 2 is H2=200mm, the draft angle of the inner cavity side wall is 0.5°, the opening angle of the arc surfa...
PUM
| Property | Measurement | Unit |
|---|---|---|
| height | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More