An Exothermic Welding Method for Grounding Wires in the Amazon Rainforest
An exothermic welding and tropical rainforest technology, which is applied in the direction of aluminothermic welding equipment, welding equipment, metal processing equipment, etc., can solve the problems of shortening the service life of the grounding system, increasing operation and maintenance costs, and accelerated corrosion of flexible grounding wires, etc., to achieve Reduce post-maintenance and repair work, reduce production costs, and stabilize the grounding conductor
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
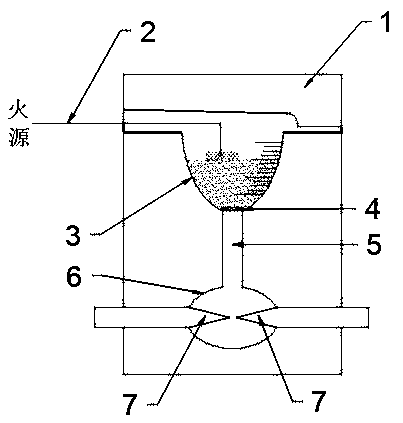
[0040] S1. Divide 30 joints 7 to be welded into three groups, and each group is 10 joints to be welded 7. Use arc cutting pliers to cut the joints 7 to be welded at the joints of the three groups of grounding wires into cone angles of 50° for the first group and 50° for the second group. Two groups of 60 ° and the third group of 70 ° conical, the length of the conical portion of each joint 7 to be welded is 1 / 2 of the length of the mold welding chamber 6;
[0041] S2, tie up the joint 7 to be welded of the grounding wire with an iron wire, and dry and preheat the mold and the joint 7 to be welded with a torch;
[0042] S3. Wipe the joint 7 to be welded with cotton gauze until the oxide layer is removed and the metal luster is completely exposed, and the mold is cleaned at the same time;
[0043] S4. Put the joint to be welded 7 into the mold welding chamber 6 so that the welded joint to be formed is directly facing the outlet of the mold diversion groove 5 center, and the pair...
Embodiment 2
[0050] S1, cutting 30 joints 7 to be welded into a conical shape with a cone angle of 60°, and the length of the cone of each joint 7 to be welded is 1 / 2 of the length of the mold welding chamber 6;
[0051]S2, tie up the joint 7 to be welded of the grounding wire with an iron wire, and dry and preheat the mold and the joint 7 to be welded with a torch;
[0052] S3. Wipe the joint 7 to be welded with cotton gauze until the oxide layer is removed and the metal luster is completely exposed, and the mold is cleaned at the same time;
[0053] S4. Put the joint to be welded 7 into the mold welding chamber 6 so that the welded joint to be formed is directly facing the outlet of the mold diversion groove 5 center, and the pairing gap between the joints to be welded 7 is 1-2mm;
[0054] S5. Heat the mold and the joint 7 to be welded with a flame gun, and measure the temperature of the two in real time with an infrared temperature measuring gun to ensure that the temperature of both is...
Embodiment 3
[0060] S1, cutting the 30 to-be-welded head into a conical shape with a cone angle of 60°, and the length of the conical portion of each to-be-welded head 7 is 1 / 2 of the length of the mold welding chamber 6;
[0061] S2, tie up the joint 7 to be welded of the grounding wire with an iron wire, and dry and preheat the mold and the joint 7 to be welded with a torch;
[0062] S3. Wipe the joint 7 to be welded with cotton gauze until the oxide layer is removed and the metal luster is completely exposed, and the mold is cleaned at the same time;
[0063] S4. Put the joint to be welded 7 into the mold welding chamber 6 so that the welded joint to be formed is directly facing the outlet of the mold diversion groove 5 center, and the pairing gap between the joints to be welded 7 is 1-2 mm;
[0064] S5. Heat the mold and the joint 7 to be welded with a torch, and measure the temperature of the two in real time with an infrared temperature measuring gun to ensure that the temperature of...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More