

A kind of glass plate tempering process control method
A technology of process and control method, applied in glass tempering, program control, glass manufacturing equipment, etc., can solve problems such as heating furnace temperature error, achieve stable production process and product quality, improve finished product quality, and avoid insufficient wind pressure Effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
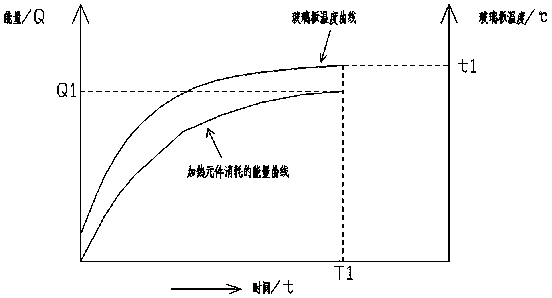
[0025] Such as figure 1 As shown, the executive mechanism is a driving mechanism that controls the glass plate out of the furnace, and the control process of the heating control method of the present invention is as follows:
[0026] First, get the total mass of the glass plate to be heated, according to the formula q 0 =cm△t Calculate the energy q needed to heat the glass plate from the temperature when it enters the furnace to the temperature when it comes out of the furnace 0, Among them, c is the specific heat capacity of the glass plate, m is the total mass of the glass plate to be heated, and Δt is the temperature difference between the glass plate entering the furnace temperature and the glass plate leaving the furnace temperature. The furnace temperature refers to the temperature set when the glass plate is heated in the heating furnace until it softens in the tempering process of the glass plate and meets the conditions for the furnace to be released. Usually, the v...
Embodiment 2
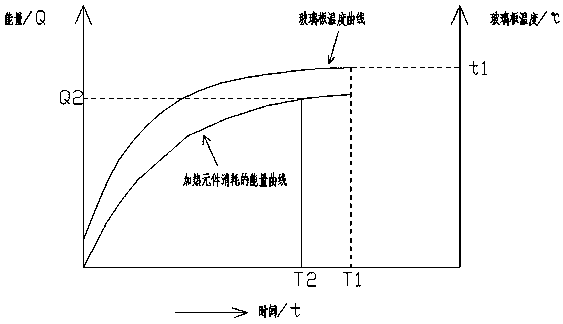
[0032] Such as figure 2 As shown, the executive mechanism is the control mechanism of the cooling fan, and the control process of the control method of the present invention is as follows:
[0033] First, get the total mass of the glass plate to be heated, according to the formula q 0 =cm△t Calculate the energy q needed to heat the glass plate from the temperature when it enters the furnace to the temperature when it comes out of the furnace 0, Among them, c is the specific heat capacity of the glass plate, m is the total mass of the glass plate to be heated, and Δt is the temperature difference between the glass plate entering the furnace temperature and the glass plate leaving the furnace temperature. The furnace temperature refers to the temperature set when the glass plate is heated in the heating furnace until it softens in the tempering process of the glass plate and meets the conditions for the furnace to be released. Usually, the value range of the furnace temperatu...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More