

High-frequency welding induction gun head and welding gun with gun head applied
A technology for high-frequency welding and welding components, which is applied to high-frequency current welding equipment, welding equipment, metal processing equipment, etc. Can not detect and other problems, to achieve the effect of improving energy concentration and heat utilization, avoiding excessive temperature damage, and facilitating automatic reset
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0052] Refer to the attached Figure 1 to Figure 3 A high-frequency welding induction gun head according to Embodiment 1 of the present invention is described.
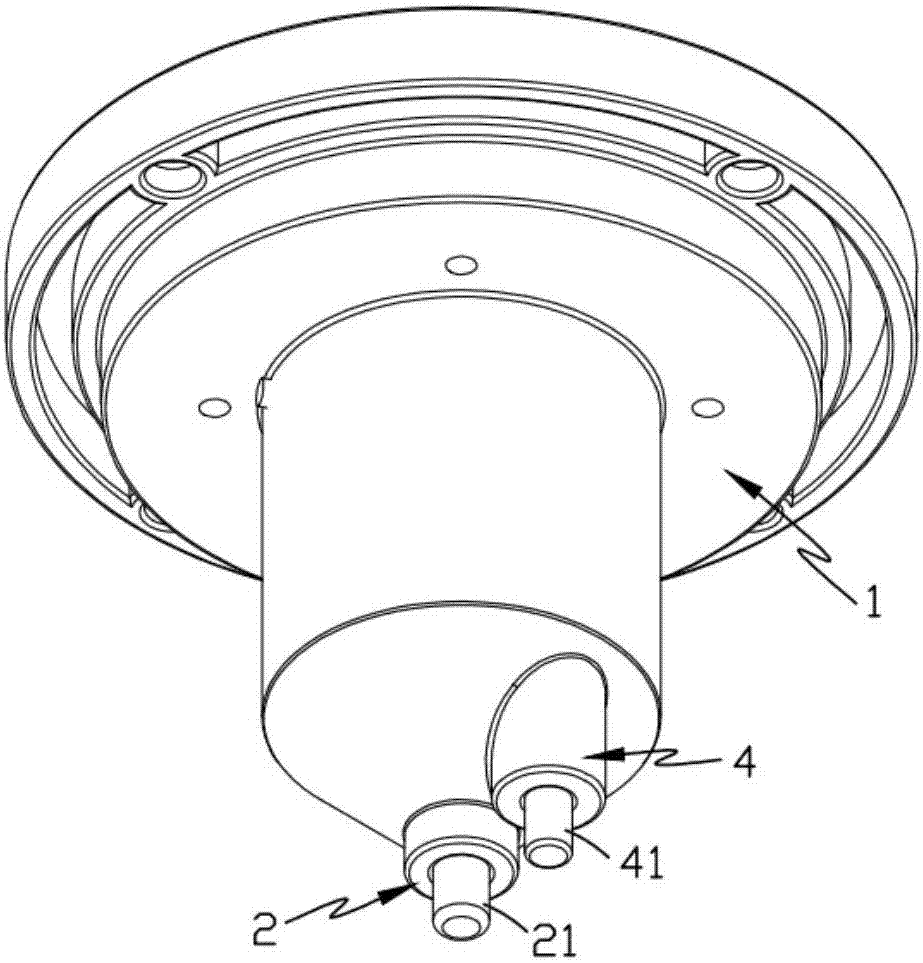
[0053] Such as figure 1 and figure 2 As shown, a high-frequency welding induction gun head, including:
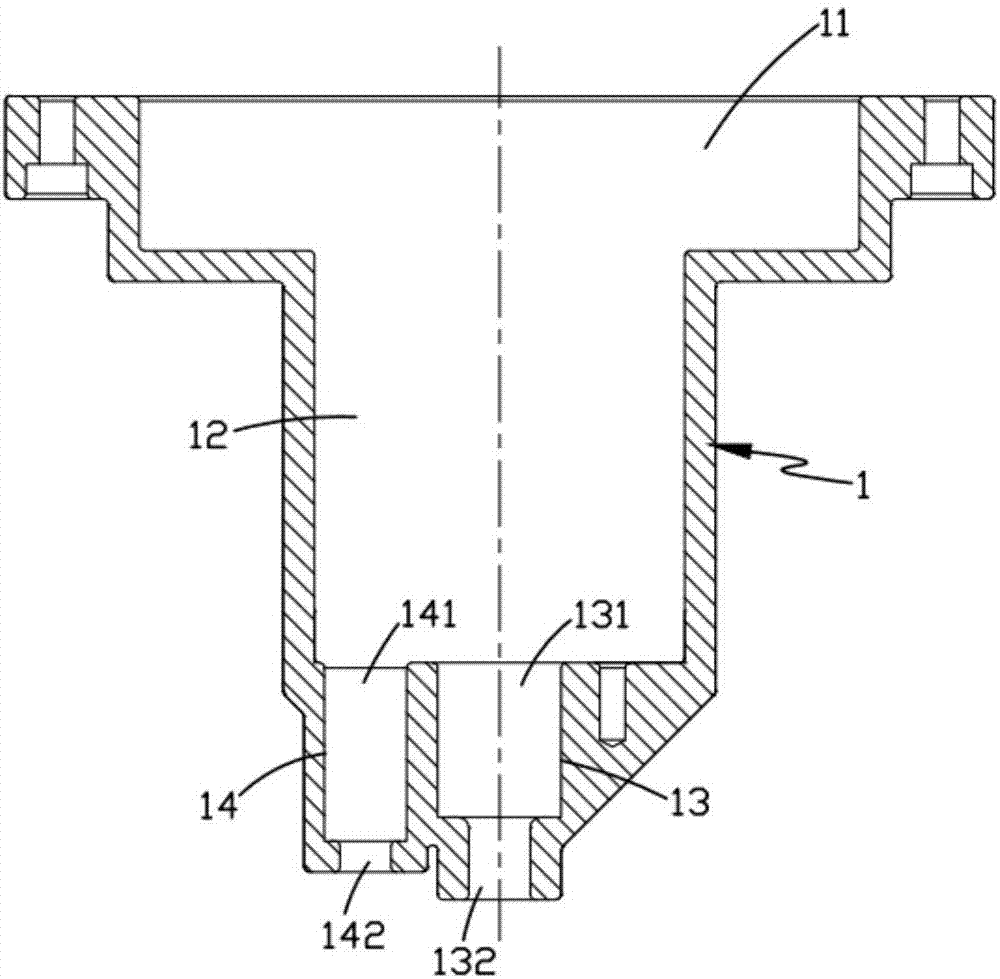
[0054] Gun tip seat 1, the inside of the gun tip seat 1 is hollow;
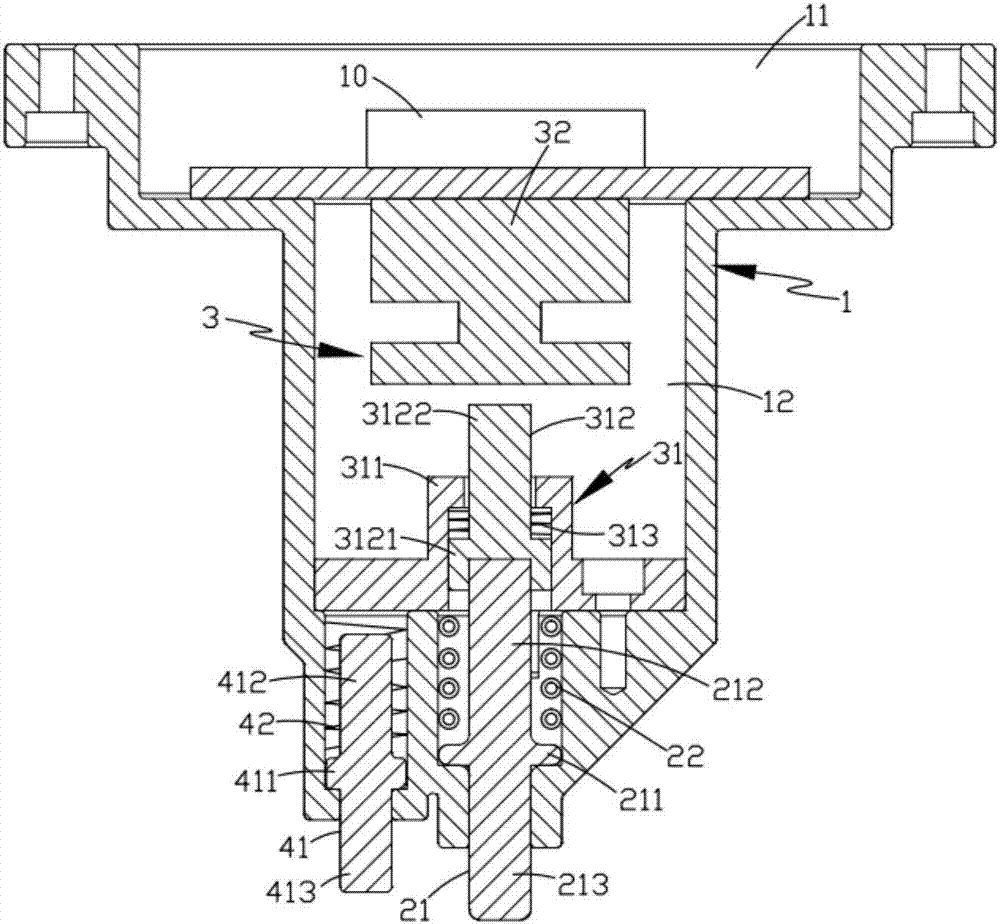
[0055] Welding assembly 2, described welding assembly 2 is installed on the front end of described gun head seat 1, and it comprises the magnetic conduction rod 21 that the front end protrudes from described gun head seat 1 and is arranged on the outside of this magnetic conduction rod 21 and a magnetic field unit 22 electrically connected to the control element 10; and
[0056] The control assembly 3, the control assembly 3 is arranged on the rear side of the welding assembly 2, it includes a control unit 31 and a pressure sensor 32 arranged on the rear side of the control unit 31 and electrically connected to the control element 10, the con...
Embodiment 2
[0067] Such as Figure 1 to Figure 5 As shown, the parts that are the same as or corresponding to the first embodiment adopt the corresponding reference numerals of the first embodiment. For the sake of simplicity, only the differences from the first embodiment are described below. The second embodiment is different from that shown in Figure 1. The difference of Embodiment 1 is: as Figure 1 to Figure 5 As shown, a high-frequency welding induction gun head of the present invention also includes a positioning assembly 4, the positioning assembly 4 is arranged on one side of the welding assembly 2, and the front end of the gun head seat 1 is also opened for cooperating with the installation. The third positioning space 14 of the positioning assembly 4, the third positioning space 14 includes a limiting hole b141 and a guiding hole b142 arranged in coaxial communication, the inner diameter of the limiting hole b141 is larger than the inner diameter of the guiding hole b142.
[0...
Embodiment 3
[0074] Such as Figure 6 and Figure 9 As shown, the parts that are the same as or corresponding to the first embodiment adopt the corresponding reference numerals of the second embodiment. For the sake of simplicity, only the differences from the second embodiment are described below. The third embodiment is similar to the second embodiment. figure 1 The difference of the second embodiment shown is that the present invention also provides a welding torch, including a torch body 5, a drive mechanism 6 that drives the torch body 5 to move up and down, and a high-frequency welding gun described in the above technical solution. Welding induction gun head, the gun body 5 includes a connection cover 51 detachably connected to the bottom of the gun head seat 1 and a sleeve 52 arranged on one side of the connection cover 51 for installing a control circuit; Figure 7 As shown, the drive mechanism 6 includes a motor 61 mounted on the frame 7, a lead screw bolt 62 and a lead screw nut...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More