

Method for correcting C-shaped steel casting
A technology for steel castings and correction amount, which is applied in the field of correction and shaping of large steel castings, can solve the problems of increasing the production cost of gouging, the cost of castings, and the consumption of molten steel, so as to save welding costs, ensure consistency, The effect of reducing the amount of dimensional welding
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0018] The following will clearly and completely describe the technical solutions in the embodiments of the present invention with reference to the accompanying drawings in the embodiments of the present invention. Obviously, the described embodiments are only some, not all, embodiments of the present invention. Based on the embodiments of the present invention, all other embodiments obtained by persons of ordinary skill in the art without making creative efforts belong to the protection scope of the present invention.
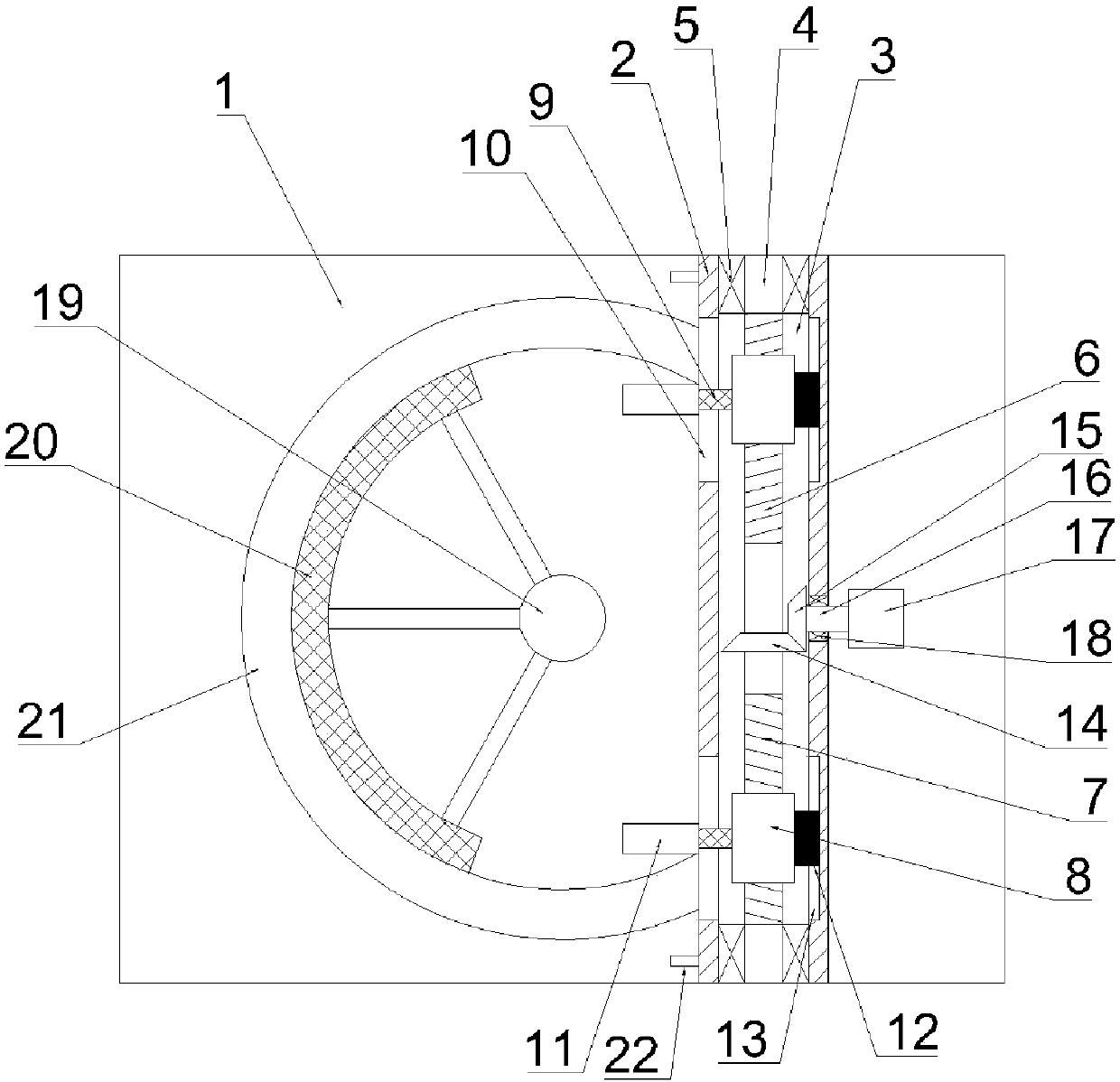
[0019] The present invention provides such figure 1 A method for correcting a C-shaped steel casting includes a straightening device for pre-correcting and fixing a C-shaped steel casting 21. The straightening device includes a steel plate 1 with a thickness greater than 20mm, and the size of the steel plate 1 is greater than The projected dimension of the C-shaped steel casting 21, the steel plate 1 is provided with a fixed block 2, the fixed block 2 is arran...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More