

Gas-assisted continuous casting extrusion method and device
A gas-assisted and inert gas technology, applied in the field of gas-assisted continuous casting and extrusion, can solve the problems of unevenness, shortening the process flow, and limitation, and achieve the effects of excellent material structure and performance, shortening the process flow, and reducing the stacking length.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image


Examples
Embodiment 1
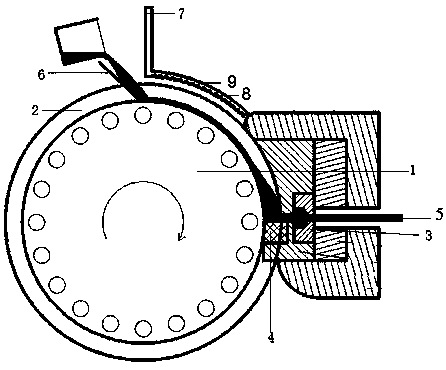
[0019] The device used in this example is figure 1 As shown, the device mainly includes an extrusion wheel 1, an extrusion wheel groove 2, a mold 3, and a plug 4. A deflector 6 and a gas cooling device 9 are provided on a common continuous extrusion device. The top of the pressure wheel groove 2 extends obliquely into the squeeze wheel groove 2; the gas cooling device 9 includes an air inlet 7 and a nozzle 8, one end of the air inlet 7 is connected to the gas bottle, and the other end is connected to the nozzle 8; the nozzle 8 A plurality of air outlets are evenly opened on one side close to the extrusion wheel groove 2 .
[0020] Taking the Al-25Si alloy bar material as an example below, the method of the present invention is further described in detail in conjunction with the device, the method is as follows:
[0021] (1) Ingredients: Prepare Al 75% and Si 25% according to the mass percentage to prepare the raw materials;
[0022] (2) Melting: Put the prepared aluminum-sil...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More