

Tube nozzle forging method and nuclear main pump shell profiled forging process
A nozzle and cylinder body technology is applied in the field of nozzle forging method and nuclear power main pump pump casing copy forging process, which can solve the problems of low utilization rate of forging materials, low material utilization rate, heavy weight of forgings, etc. Cost, forging weight reduction, effect of lowering manufacturing cost
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
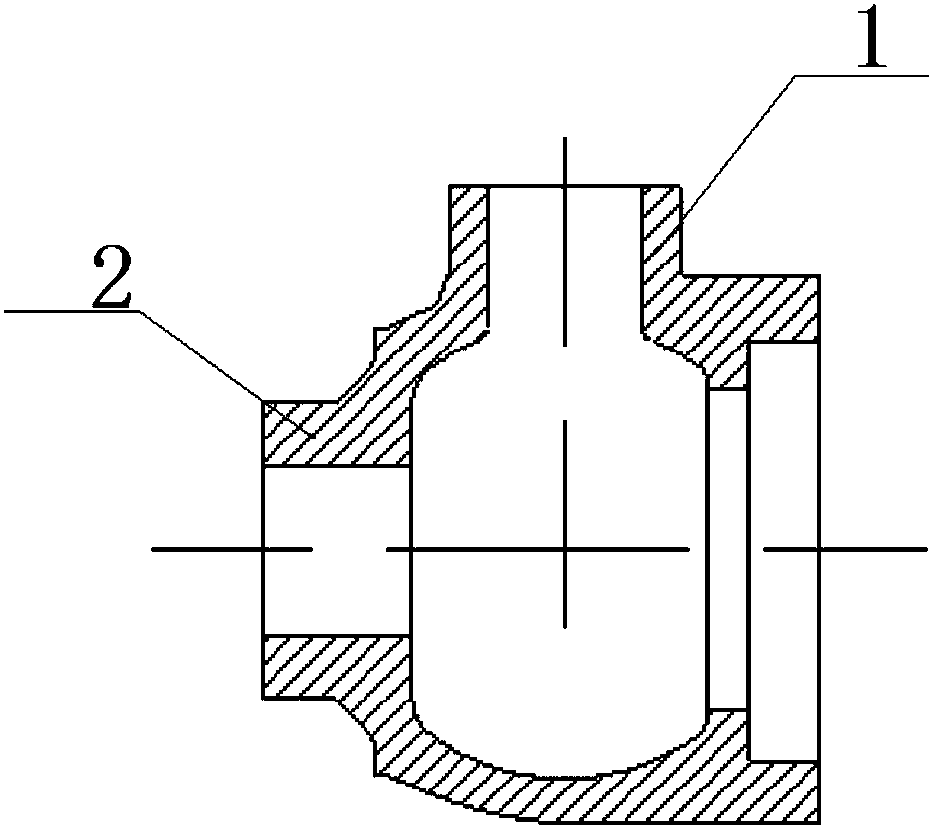
[0042] The present invention will be further described by taking the profiling forging of the pump casing forging of the nuclear power main pump as an example below.
[0043] The main steps of the profiling forging process for pump casing forgings of nuclear power main pumps are as follows:
[0044] ①Steel ingot pressing jaw, after the steel ingot is heated, the riser presses the jaw, which is convenient for the clamping operation of the next upsetting process;
[0045] ②Upsetting and blanking, upsetting and drawing the billet to lengthen the billet to improve the structural defects of the steel ingot;
[0046] ③ Upsetting and punching, after blanking, upsetting and punching the billet to make a billet for hole expansion;
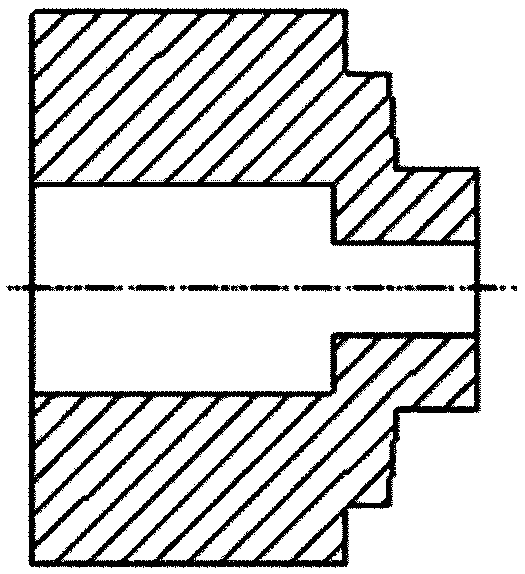
[0047] ④ The horse bar is reamed, the horse bar is reamed until the diameter meets the size of the intermediate blank, and the intermediate blank is made, and the intermediate blank is the cylinder blank 9;
[0048] ⑤ Process a positioning hole on the cyl...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More