

A method for eliminating centerline segregation of continuous casting slabs by using additive dilution
A continuous casting billet and centerline technology, applied in the field of continuous casting, can solve the problem of not putting forward implementation parameters, and achieve the effect of small deviation and good three-dimensionality
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image


Examples
Embodiment 1
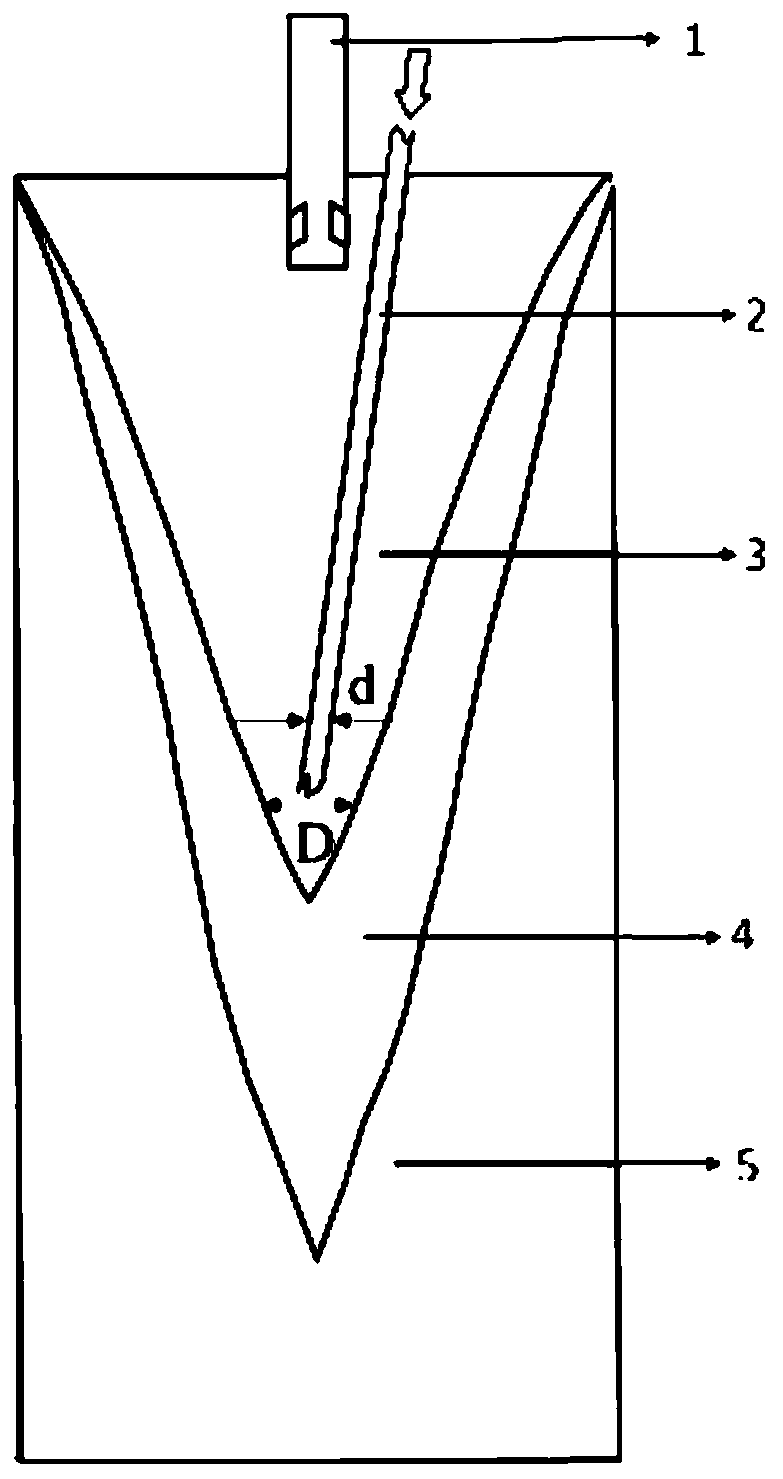
[0047] like figure 1 As shown, the casting liquid flows out from the nozzle 1, and the casting liquid flows into the mold. The sidewall of the crystallizer continuously cools the liquid phase cavity 3 , so that the side and bottom of the liquid phase cavity 3 are continuously crystallized to form a mushy zone 4 , and the mushy zone 4 continues to cool down to form a solidified shell 5 . The solidified shell 5 is pulled out from below. The liquid phase cavity 3, the mushy zone 4 and the solidified billet shell 5 continuously flow and evolve, forming a continuous casting billet as a whole. Under the premise that the conditions remain unchanged, the boundary between the liquid cavity 3 and the mushy region 4 and the boundary between the mushy region 4 and the solidified shell 5 are stably located at a certain position and stably maintain a certain shape.
[0048] The continuous casting slab in this embodiment is a low-carbon continuous casting thick slab, and the following meth...
Embodiment 2
[0065] As the calculation result of embodiment 1, choose C 选1 =0.11wt%>C a1 , C 选2 =0.26wt%>C a2 ,C 选3 =1.40wt%>C a3 ,C 选4 =0.0137wt%>C a4 ,C 选5 =0.0012wt%>C a5 , C 选6 =0.011wt%>C a6 , manufacturing additive. The ratio of elements is better controlled, the additive manufacturing is convenient, and the process is simpler. It can also greatly reduce the central segregation of the continuous casting billet and solve the central shrinkage porosity.
Embodiment 3
[0067] As in Example 1, the impurity concentration C is added to the input of the macro model 标7 , including C in the final output a7 , choose C 选7 a7 Manufacturing additive, the additive section is annular, the difference between the inner and outer radii of the annular is 3mm, and the annular area is equal to 30mm 2 , Additive manufacturing is convenient. During the process of feeding the additive, the additive body 2 is subjected to vibration with an amplitude of 2 mm and a vibration frequency of 500 Hz. It can further improve the central performance of the continuous casting slab and solve the central shrinkage.
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More