

High-speed welding method of thin metal sheet
A welding method and technology for thin metal plates, applied in welding equipment, laser welding equipment, metal processing equipment, etc., can solve problems such as widening of the heat-affected zone, slow welding speed, and increased thermal deformation of the metal sheet to reduce heat Accumulation, increase heat dissipation time, and prevent welding deformation
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0024] The present invention will be described in detail below in conjunction with the accompanying drawings.
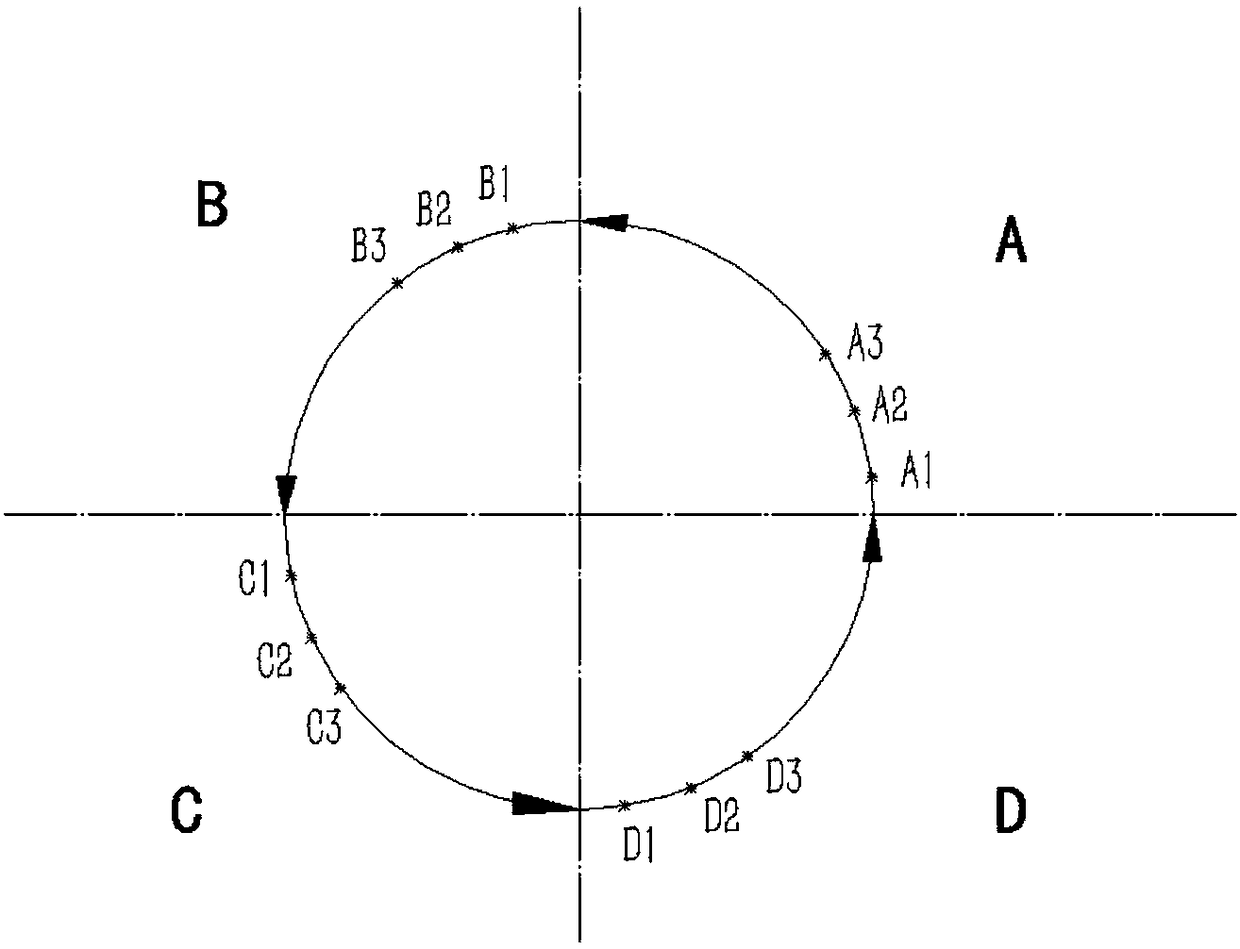
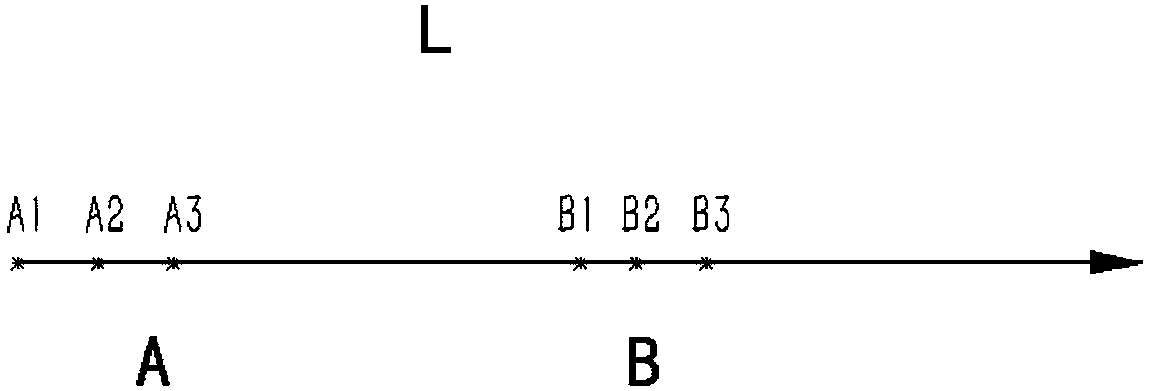
[0025] This embodiment provides a high-speed welding method for thin metal plates, including the following steps: S1, split the welding track into multiple sub-welding sections; S2, preset multiple welding points in each sub-welding section, and sequentially identify the welding points Multiple welding points; S3, first weld the first welding point in each sub-welding section, then weld the second welding point in each sub-welding section, until welding the Nth welding point in each sub-welding section, and finally The multi-segment sub-welding segments are sequentially connected to form a complete weld.
[0026] like figure 1 As shown, specifically, this welding method first splits the welding track into multiple sub-welding segments, such as the four segments A, B, C, and D in the figure, and then sets A1, B, C, and D in the four segments For multiple welding poi...
PUM
| Property | Measurement | Unit |
|---|---|---|
| length | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More