

Cogging and forging method of 2507 super duplex stainless steel casting billet
A duplex stainless steel and billet forging technology, which is applied in metal processing equipment and other directions, can solve the problems that the production method cannot be applied to small ingots, the as-cast dendrite structure is developed, and cracks or cracks are prone to occur, so as to improve plasticity and have no cracks. or cracked, smooth surface effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0047] (1) The 2507 duplex stainless steel slab surface of casting 100kg is peeled off, and the slab surface defect is removed;
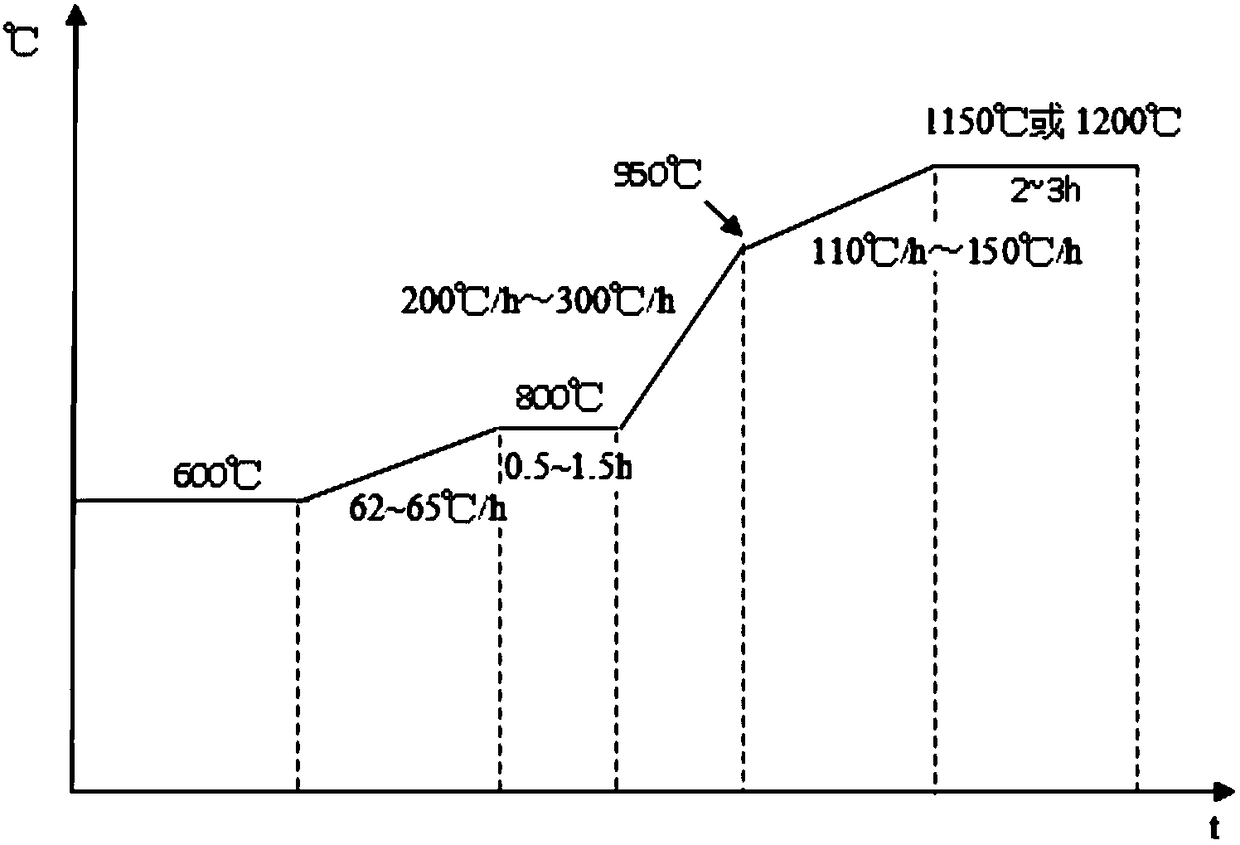
[0048] (2) After loading the furnace at 500°C, heat the charged billet from 500°C to 800°C at a heating rate of 62°C / h and keep it warm for 1 hour;
[0049] (3) Heating the billet from 800°C to 950°C at a heating rate of 300°C / h;
[0050] (4) Finally, at a heating rate of 150°C / h, heat the billet from 950°C to 1200°C and keep it warm for 2 hours;
[0051] (5) Forging billet, the cumulative deformation of the first fire forging is 50%, and the final forging temperature is 1100°C;
[0052] (6) According to the size of the material, return to the furnace for an average temperature of 1 hour;
[0053] (7) The cumulative deformation amount of the second fire forging is 50%, and the final forging temperature is 1050°C.
[0054] The surface of the 2507 duplex stainless steel after billet forging is smooth, without cracks and cracks, the surface quality ...
Embodiment 2
[0056] (1) peeling off the surface of the 2507 duplex stainless steel slab for casting 300kg to remove surface defects of the slab;
[0057] (2) After loading the furnace at 600°C, heat the charged billet from 500°C to 800°C at a heating rate of 62°C / h and keep it warm for 0.5 hours;
[0058] (3) Heating the billet from 800°C to 950°C at a heating rate of 200°C / h;
[0059] (4) Finally, heat the billet from 950°C to 1200°C at a heating rate of 110°C / h and keep it warm for 3 hours;
[0060] (5) Forging billet, the cumulative deformation of the first fire forging is 45%, and the final forging temperature is 1150°C;
[0061] (6) According to the size of the material, the average temperature of the furnace should not exceed 1 hour;
[0062] (7) The cumulative deformation of the second fire forging is 55%, and the final forging temperature is 1080°C.
[0063] The surface of the 2507 duplex stainless steel after billet forging is smooth, without cracks and cracks, the surface qual...
Embodiment 3
[0065] (1) The 2507 duplex stainless steel slab surface of casting 200kg is peeled off, and the slab surface defect is removed;
[0066] (2) After loading the furnace at 550°C, heat the charged billet from 500°C to 800°C at a heating rate of 64°C / h and keep it warm for 1.5 hours;
[0067] (3) Then heat the billet from 800°C to 950°C at a heating rate of 250°C / h;
[0068] (4) Finally, at a heating rate of 130°C / h, heat the billet from 950°C to 1200°C and then keep it warm for 2.5 hours;
[0069] (5) Forging billet, the cumulative deformation of the first fire forging is 35%, and the final forging temperature is 1130°C;
[0070] (6) According to the size of the material, return to the furnace for an average temperature of 1 hour;
[0071] (7) The cumulative deformation of the second fire forging is 65%, and the final forging temperature is 1060°C.
[0072] The surface of the 2507 duplex stainless steel after billet forging is smooth, without cracks and cracks, the surface qua...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More