Honing wheel grinding method applied to powerful honing teeth of numerical control inner gear honing wheel
A technology of gear teeth and internal teeth, which is applied in the field of honing and grinding of powerful honing gears for CNC internal gear honing wheels, which can solve the problems of increased processing costs and unfavorable promotion and use of honing gears, achieve stable honing quality, and improve processing economy The effect of improving performance and service life
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
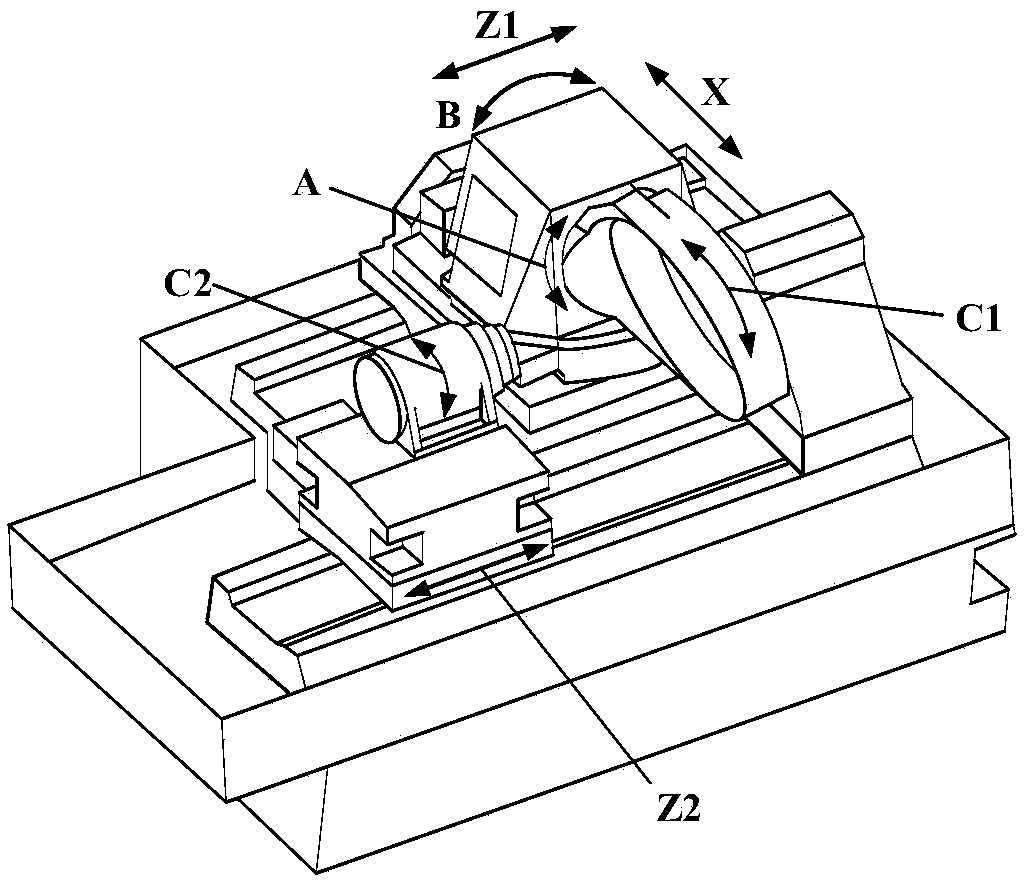
[0041]The processing machine tool is Fassler HMX-400 CNC internal gear honing wheel powerful gear honing machine, figure 1 It is a schematic diagram of the machine tool model and the corresponding motion axis. The tool uses a microcrystalline corundum internal tooth honing wheel, and the processing object is a 20CrMnTi disc-shaped external helical gear. The basic parameters of the processed gear are: modulus m n =2.25, number of teeth z 1 =73, gear helix angle β 1 =33°, pressure angle α n =17.5°,variation coefficient x 1 =0. The basic parameters of the internal gear honing wheel are: modulus m n =2.25, number of teeth z 2 =123, honing wheel helix angle β 2 =41.722°, pressure angle α n =17.5°,variation coefficient x 2 =0.
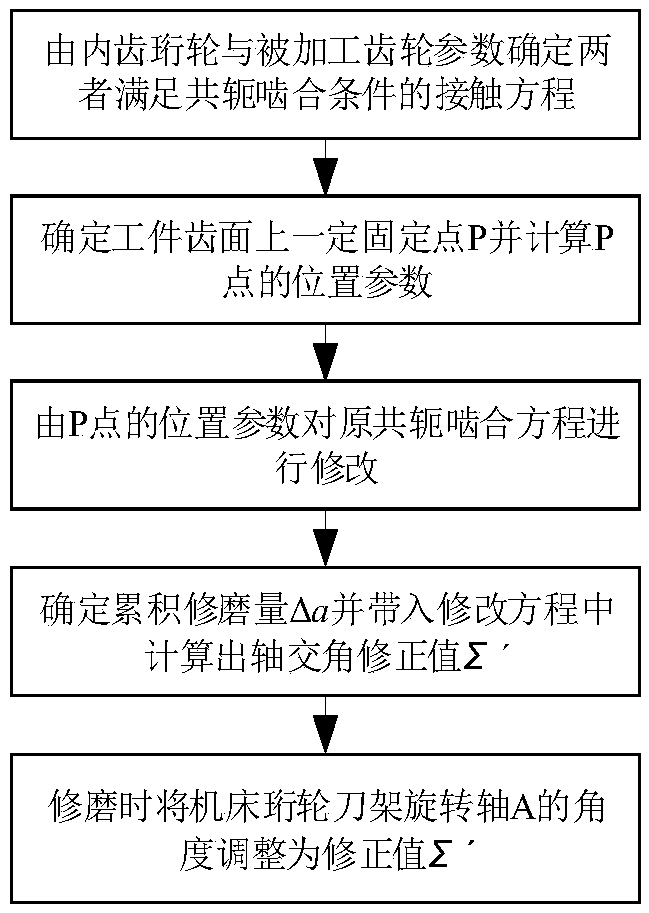
[0042] see figure 2 , a kind of honing wheel grinding operation steps applied to CNC internal gear honing wheel powerful honing is as follows:
[0043] (1). Determine the conjugate meshing equation of the machined gear and the internal gear honi...
Embodiment 2
[0076] The processing machine tool is Fassler HMX-400 CNC internal gear honing wheel powerful honing machine. The tool uses microcrystalline corundum internal gear honing wheel, and the processing object is 20CrMnTi disc-shaped external helical gear. The basic parameters of the processed gear are: modulus m n =1.94, number of teeth z 1 =57, gear helix angle β 1 =23°, pressure angle α n =18°,variation coefficient x 1 =0. The basic parameters of the internal gear honing wheel are: modulus m n =1.94, number of teeth z 2 =151, honing wheel helix angle β 2 =31°, pressure angle α n =18°,variation coefficient x 2 =0. .
[0077] Step (1), the calculation results of other required parameters are shown in Table 3.
[0078] Table 3 Calculation results of other parameters
[0079]
[0080] The derivation of the conjugate meshing equation of the machined gear and the internal tooth honing wheel is the same as that in Embodiment 1.
[0081] In step (2), the definition of poi...
Embodiment 3
[0088] The processing machine tool is Fassler HMX-400 CNC internal gear honing wheel powerful honing machine, the tool uses microcrystalline corundum internal tooth honing wheel, and the processing object is 20CrMnTi disc-shaped external helical gear. The basic parameters of the processed gear are: modulus m n =2.36, number of teeth z 1 =18, gear helix angle β 1 =33°, pressure angle α n =17°,variation coefficient x 1 =0. The basic parameters of the internal gear honing wheel are: modulus m n =2.36, number of teeth z 2 =95, honing wheel helix angle β 2 =41°, pressure angle α n =17°,variation coefficient x 2 =0.
[0089] Step (1), the calculation results of other required parameters are shown in Table 5.
[0090] Table 5 Calculation results of other parameters
[0091]
[0092] The derivation of the conjugate meshing equation of the machined gear and the internal tooth honing wheel is the same as that in Embodiment 1.
[0093] In step (2), the definition of point ...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More 
PatSnap Eureka turns technology decisions into work you can execute. Powered by our Innovation Knowledge Graph, it runs expert workflows across engineering, life sciences, materials and intellectual property. Get your review-ready output in minutes.



