

Precision machining method for blind holes of oil cylinder piston
A technology of precision machining and semi-finishing, which is applied in the field of precision machining of blind holes of oil cylinders and pistons. problems, to achieve high dimensional accuracy and shape and position accuracy, sufficient process assurance capabilities, and stable processing quality.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0044] Below in conjunction with accompanying drawing and embodiment the present invention will be further described:
[0045] A precision machining method for a blind hole of an oil cylinder piston, comprising the following machining steps:
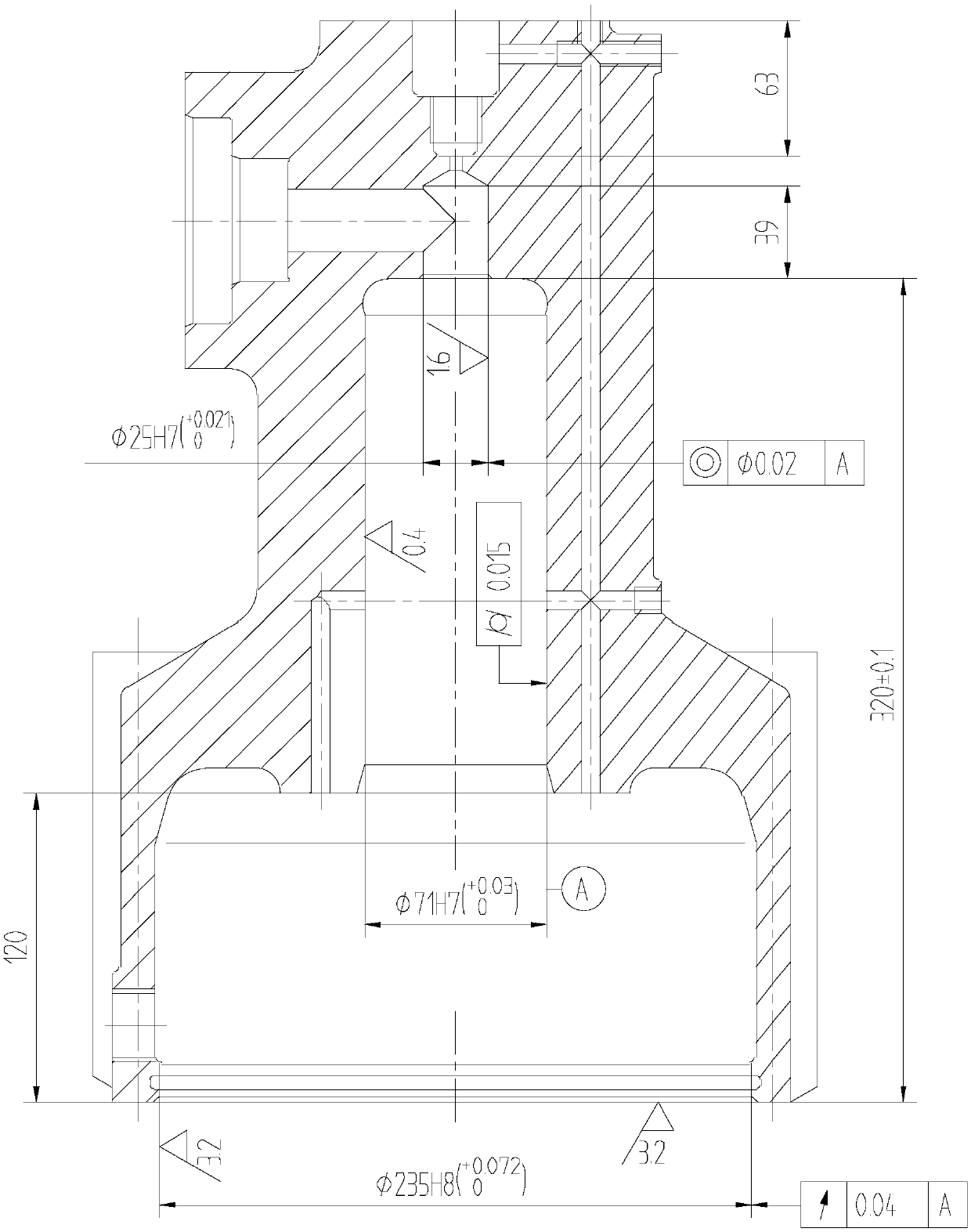
[0046] (1) Rough machining hole:
[0047]Before the rough machining of the blind hole of the large piston, in order to improve the rough machining efficiency and ensure the quality to serve the next process, the hole is drilled first to remove the allowance. In order to prevent and reduce the deflection of the drill bit, the following measures are adopted in the process:
[0048] a. Before drilling, process the end face of the hole to ensure that the end face is perpendicular to the axis of the drill bit;
[0049] b. First use the center drill to drill the center hole and drill a pit to guide the drill bit to drill;
[0050] c. For holes with a diameter exceeding 35mm, drilling must be performed in stages, and the diameter of the first...
PUM
| Property | Measurement | Unit |
|---|---|---|
| diameter | aaaaa | aaaaa |
| diameter | aaaaa | aaaaa |
| diameter | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More